Особенности и характеристика
Крабы представляют собой скобы с крепежной системой. Изготавливаются из оцинкованного листового металла, толщина которого должна быть минимум 1,5 мм. В основном они нашли свое применение при монтаже трубопроката с сечением 20х20, 20х30, 40х40 и 20х40 мм. Крепление осуществляется посредством силой прижима. Болты затягиваются на самом крабе, а не на соединяемых трубах. Из-за этого у такой конструкции низкая прочность на разрыв, то есть закрепленную трубу, приложив усилия, можно извлечь из соединительного элемента.
Уличная металлоконструкция, сооруженная с применением крепежных крабов, непрерывно подвергается воздействию неблагоприятных условий (ветра, осадков, перепадов температур, морозов). Постепенно это будет приводить к расшатыванию и потере устойчивости конструкции. Поэтому крепеж нужно периодически проверять, подтягивать и при необходимости проводить ремонт.
В стыках крепления однозначно будут скапливаться осадки, из-за чего со временем может возникнуть ржавчина
Поэтому важно, чтобы вся конструкция имела антикоррозийное покрытие. Его целостность также необходимо периодически проверять и в случае повреждения исправлять
Этот вид крепежа позволяет создать каркасную конструкцию, которую можно собирать и разбирать, когда это необходимо.
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
Прежде чем приступать к работе, рекомендуем вам проконсультироваться со своими знакомыми сварщиками на предмет разновидности электродов, которыми они предпочитают пользоваться. В каждом конкретном случае это будут разные марки, ведь в продаже может быть доступно большое множество марок, причем отличное от города к городу.
Варианты крепежных элементов для соединения труб
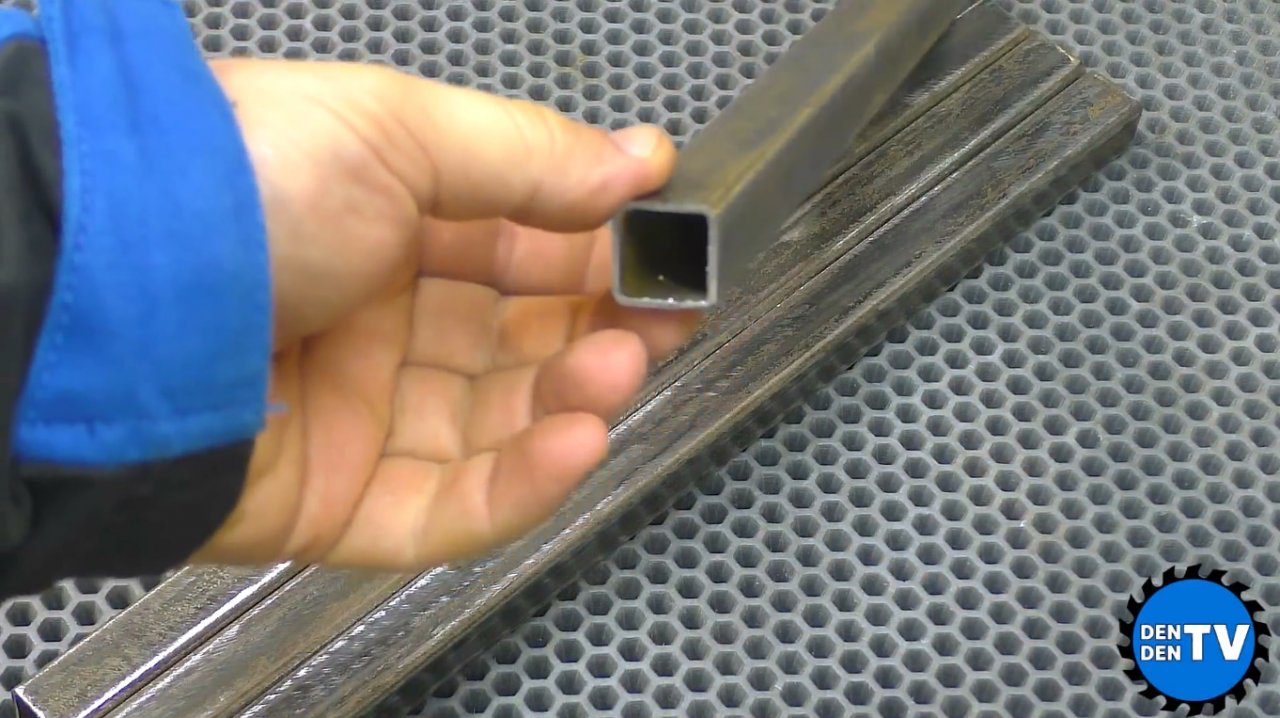
Профильный трубопрокат применяется для сборки каркасных конструкций. Трубные профили с квадратным, прямоугольным и фигурным сечениями не используются при прокладке трубопроводов ввиду того, что в них возникает сильное внутреннее сопротивление.
Для соединения профильных труб без сварки используются различные крабы-соединители, муфты, фланцы и хомуты. Такие крепления условно можно разделить на две категории:
- плавающие, к которым относятся стяжки и клипы;
- жесткие — это соединительные крабы, фланцы, фитинги, скобы.
Крабы для монтажа трубопроката представляют собой систему хомутов и могут иметь плоскостное и объемное соединение. Первый тип крепежа для профильной трубы бывает трех видов:
- Т-образный, позволяющий соединить три трубы небольших диаметров. Благодаря этому монтаж конструкции осуществляется по простой и понятной схеме.
- Г-образный, используемый для углового соединения двух труб.
- Х-образный, обеспечивающий надежную фиксацию трех и четырех труб крестообразным способом в середине металлоконструкции.
Объемное соединение обеспечивается благодаря трех- и четырехчастным краб-системам, когда трубы соединяются под углом 90° в разных плоскостях по осям Х, Y и Z.
Фитинговые крепежи применяются для соединения трубопроката, когда есть необходимость создать изгибы и ответвления. В основном их можно встретить в сборке водопроводных сетей, но их разновидности нашли применение и в монтаже различных металлоконструкций, и построек из трубного профиля. Они бывают нескольких видов:
- Муфты и фланцы. Применяются для обеспечения надежной стыковки трубопроката по прямой. Бывают круглого и квадратного сечения.
- Повороты и колена. Необходимы для обеспечения соединения труб с разными осями направления.
- Тройники и крестовины. Используются на ответвлениях конструкции. Этот вид фитингов позволяет соединить профили с разными размерами сечений.
Популярные виды соединения металлических воздухов
За счет вида соединения металлических воздуховодов их разделяют на фальцевые и сварные.
Конструкция, которая выполнена из тонкой стали до 1-1,5 мм соединяется фальцевым методом. Если толщина материала больше производится сварное соединение воздуховода.
От того, насколько качественно были проведены соединительные работы, зависит правильная геометрическая форма и герметичность.
- На отдельном фальце с двойной отсечкой и защелкой (относится к типу соединения, в котором не используют фланцы);
- На поперечном, угловом либо лежачем фальце;
- При помощи специальной планки или рейки;
- Внахлест;
- Отбортованный стык встык.
Для прямоугольных вентконструкций, с прямым швом, распространенная проблема – «винт». Он возникает в результате сдвига во время прокатки фальца. Такой дефект соединения приводит к осевому смещению воздуховодов во время их крепления.
Монтажная шина (еврошина)
Представляет собой профиль из оцинкованной стали, который по своей форме напоминает букву L.
На одной стороне конструкции толщина шины может составлять 20 либо 30 мм.
Шина для соединения воздуховодов предназначена для работы с прямоугольными конструкциями и соответствующими фасонными частями. С конструкцией вентсистемы соединяется при помощи саморезов . Для выполнения такого монтажа используют шинорейку со специальным уголком. Это позволяет придать конструкции жесткость и обеспечить полное соединение всех деталей вентиляционной системы.
Еврошины ускоряют процесс сборки и монтажа герметичной системы вентиляции.
Стыки шины обрабатывают герметиком или уплотнительной лентой. Если размер стороны конструкции 500мм и более – систему оборудуют дополнительными монтажными скобами.
Ниппель и муфта
Данный тип соединения используется при монтировании круглого воздуховода. При установке вентсистемы таким методом процесс занимает довольно краткие сроки. Для монтажей каналов вентиляции используют два типа ниппелей :
Их разница заключается лишь в том, что ниппель крепиться внутри воздуховода, а муфта снаружи.
Отличить недорогие ниппели от более дорогих можно по отсутствию уплотнительных прокладок.
Если, для соединения воздуховодов использовать более дешевый вариант ниппеля, то стыки придется герметизировать при помощи алюминиевой ленты для уплотнения либо полимерного скотча.


Реечное соединение
Реечное соединение воздуховодов – безфланцевый монтаж прямоугольных вентконструкций.
Данный метод актуален для помещений, в которых есть ограничение высоты. Для улучшения герметичности соединений используют мягкую резину либо пластику из поливинилхлориа.
Реечный метод монтирования с зубчатыми рейками, применяется довольно редко, так как во время работы создает много шума.
Бандажное соединение воздуховодов
Бандажное монтирование вентсистемы довольно удобное и подходит для монтирования вентсистемы на химических производствах. Принцип монтажа бандажным способом — соединения прямоугольных воздуховодов между собой. Для данного типа соединения торцы воздуховода подготавливают (отбортовывают) заранее. На них одевают бандаж и заполняют полость герметиком. Если монтаж такой вентиляционной системы производиться на химическом производстве, то герметизирующее средство должно быть стойким и не восприимчивым к воздействию агрессивных веществ. Данный метод довольно надежен, но в сравнении – дорогой. Поэтом редко используется в быту.







Раструбное соединение
Раструбное соединение воздуховодов происходит путем захода одного элемента в другой. Разновидности такого монтажа:
- Конусообразный воздуховод;
- расширены (сужены) концы изделия.
Такой вид соединения не подойдет для вентсистемы, потому как не обладает достаточной герметичностью, но для естественной вытяжки – вполне.
Выбор оборудования
От правильного выбора оборудования во многом зависит скорость процесса и качество шва. О наиболее предпочтительных источниках питания применяемых для сварки трубопроводов поговорим ниже.
Ручная дуговая
В случае применения ручной дуговой сварки может быть использованы следующие виды оборудования:
- ;
- выпрямители;
- сварочные агрегаты;
- инверторы.
Наиболее предпочтительным является инверторный источник питания. Это самая современная оборудование позволяющие получить наиболее качественные соединения.
Использование сварочных трансформаторов с каждым годом снижается. Их всё реже применяют для ответственных соединений.
используются чаще чем трансформаторы, так как качество сварных швов, получаемых на данном оборудовании выше. Их применяют на производствах и заводах (особенно многопостовые выпрямители). В монтажных условиях их используют достаточно редко, потому что вес выпрямителя велик и это усложняет процесс.
Сварочные агрегаты применяются там, где нету или недостаточное электроснабжение. Сварочные агрегаты, оборудованные генераторами и в этом плане автономный.
Помимо основного оборудования (источника питания) для ручной сварки электродами также требуется сварочный держатель электродов и сварочный кабель. Если используется многопостовой выпрямитель, то также будет необходимо применение балластного реостата для каждого сварочного поста, с помощью которого сварщик будет настраивать режим.
Неплавящимся электродом в среде аргона
Процесс сварки неплавящимся (вольфрамовым) электродом чаще всего выполняется на постоянном токе прямой полярности. Для этого применяются инверторы и выпрямители оснащенные системой автоматизации, которая обеспечивает плавное нарастание сварочного тока, а также плавное его снижение для заварки кратера в конце шва.
Оборудование для аргонодуговой сварки имеет возможность проведения процесса как в импульсном режиме, так и в непрерывном.
Дополнительное оборудование, которое потребуется выполнения процесса в среде аргона:
- Осциллятор — устройство для бесконтактного зажигания дуги.
- .
- Сварочный кабель.
- Газовый баллон.
- Редуктор с ротаметром.
- Газовый рукав.
А каким способом работаете Вы ?
Ручная дуговая 76%
Полуавтоматическая (механизированная mig или mag) 16%
Аргонодуговая неплавящимся электродом 0%
Под слоем флюса 4%
Другой 4%
Проголосовало: 25
Способы сварки полипропиленовых труб
Для соединения полипропиленовых труб используются несколько способов сваривания в зависимости от их диаметра, толщины стенок и области применения:
- Стыковой. Методика применяется для стыковки элементов трубопроводов большого диаметра, используемых в промышленной и коммунальной сфере. Процесс происходит путем одновременного нагревания плоским диском предварительно обрезанных под углом 90 градусов трубных торцов, после чего их кромки с усилием прижимаются друг другу на специальном станке.
- Муфтовый. Технология практически не используется в при сварке полипропиленовых труб (в основном с ПНД), соединение происходит с помощью электросварных муфт, в которую вставляются оба конца трубных элементов. При пропускании электрического тока внутренний корпус разогревается, становится более мягким и теряет свою жесткость. В результате этого процесса он сжимается под давлением внешней оболочки, образуя прочный неразъемный стык между соединяемыми элементами (активное упрочнение). После охлаждения эффект активного упрочнения остается, плотно прижимая муфту к трубам.
- Раструбный способ. Широко применяемый в быту и во всех сферах промышленности метод, состоит в соединении двух концов полипропиленовой трубы с помощью полипропиленовых фитингов. Для нагревания в быту и промышленности используются специальные сварочные аппараты (утюги) и нагревательные насадки, которые одновременно нагревают поверхность трубы и внутреннюю часть фитинга, после чего элементы состыковываются.
Рис. 2 Сварочное устройство — паяльник
Видео описание
Один из способов сборки профильных труб на болтах показан в этом видео: Когда от конструкции не требуется повышенная прочность, её собирают с помощью фитингов, сделанных из жесткого пластика. они бывают в виде муфт, тройников, уголков, крестовин, и вставляются в торцы труб в местах их сочленения.
![]()
Пластиковые соединители для профтрубы Источник odstroy.ru
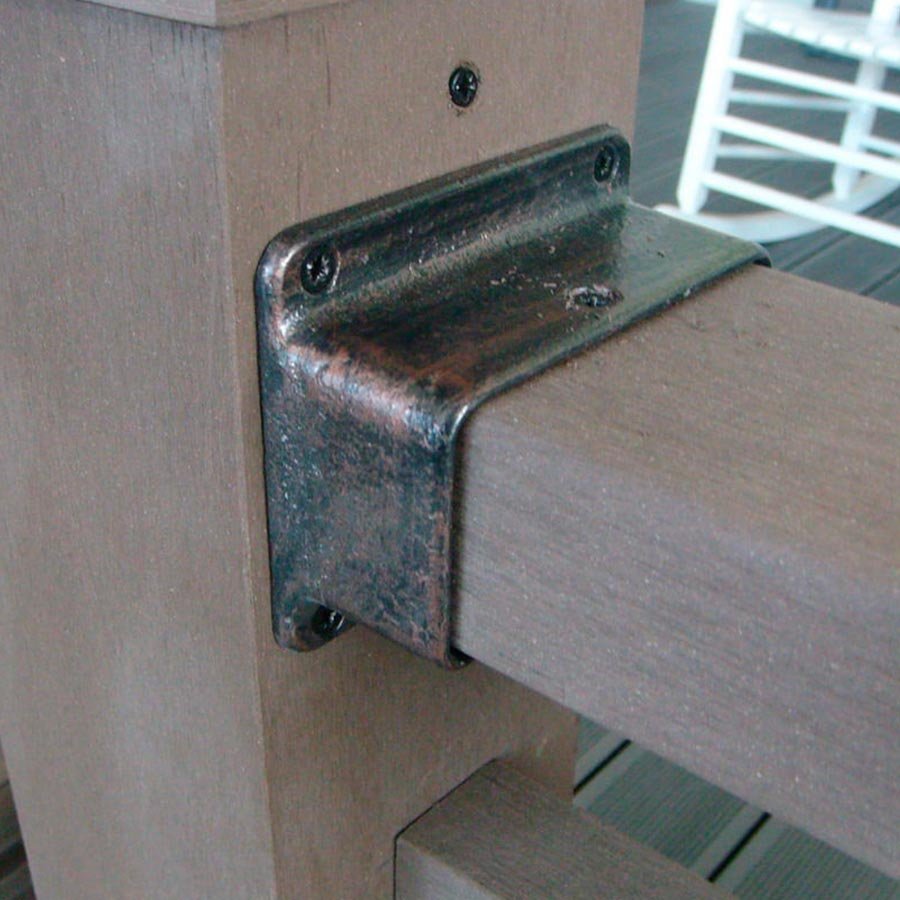
Элементы краб-системы – это накладные металлические детали, которыми конструкция фиксируется с помощью болтовых соединений. Они также могут соединять трубы по длине, формировать ответвления, перекрестия под прямыми углами. Прочность такого соединения не уступает сварному.
![]()
Краб-система – тройник Источник stpulscen.ru
Выбор параметров режима
Сварочный ток выбирают: при однопроходной сварке – в зависимости от толщины стенки трубы, а при многопроходной – исходя из высоты валика, которая должна составлять 2 – 2,5 мм. Сварочный ток назначают из расчета 30 – 35 А на 1 мм диаметра электрода.
Напряжение на дуге должно быть минимальным, что соответствует сварке короткой дугой.
Скорость сварки регулируют так. чтобы гарантировались проплавление кромок и формирование требуемых размеров шва.
Расход защитного газа зависит от марки свариваемой стали и токового режима (от 8 до 14 л/мин).
Присадочная проволока диаметром 1,6-2 мм выбирается но марке свариваемой стали (см. статью Сварочные материалы).
Диаметр W-электрода, мм
Диаметр присадка, мм
Сварочный ток, А
Напряжение на дуге, В
Расход газа, л/мин
Минимальные режимы по току в зависимости от марки W-электрода
Диаметр W-электрода, мм
Постоянный ток (А) полярности
Переменный ток, А
Сварку начинают сразу же после установки прихваток, которые при выполнении первого слоя нужно переплавить. В труднодоступных местах первый корневой шов можно выполнять без присадочной проволоки, если зазор и смешение кромок не превышают 0,5 мм, а притупление кромок не более 1 мм. Исключение составляют стыки труб из сталей 10 и 20, которые всегда нужно сваривать с присадкой.
Очередность наложения слоев при сварке одним сварщиком неповоротного стыка
Зажигать и гасить дугу следует на кромке трубы или на уже наложенном шве на расстоянии 20-25 мм от конца шва. Подачу аргона прекращают спустя 5-8 с после обрыва дуги.
Сварку трубопроводов из высоколегированных, особенно коррозионностойких, сталей выполняют с защитой корня шва либо подачей аргона внутрь трубы, либо применяя флюс-пасту ФП8-2.
При сварке высоколегированных сталей нужно соблюдать ряд условий:
- минимальные токовые режимы;
- короткая сварочная дуга;
- максимальная скорость сварки без перерывов и повторного нагрева одного и того же участка металла;
- избегать поперечных колебаний горелки;
- присадочную проволоку следует подавать равномерно, чтобы не создавать брызг расплавленного металла, которые, попав на основной металл, могут вызвать впоследствии очаги коррозии
На толстостенных (более 10 мм) трубопроводах диаметром более 100 мм из низкоуглеродистых и низколегированных сталей корневой шов сваривают аргонодуговым способом без остающихся подкладных колец.
Сварку следует вести обратноступенчатым способом участками длиной не более 200 мм. Высота корневого шва должна быть не менее 3 мм. При этом необходимо обеспечить плавные переходы к поверхности трубы.
Направление и очередность укладки корневого слоя
Аргонодуговую сварку используют также, когда приваривают подкладное кольцо в трубах из углеродистых и низколегированных ст алей. Кольцо плотно, но без натяга, устанавливают в трубу, оставляя зазор между кольцом и внутренней поверхностью трубы не более 1 мм. Кольцо прихватывают снаружи угловым швом длиной 15-20 мм с катетом 2.5-3 мм к трубам диаметром до 200 мм в двух местах, а большего диаметра в трех-четырех местах.
Прихватку, независимо от марки стали трубы и подкладного кольца, выполняют с присадочной проволокой Св-08Г2С диаметром 1,6-2 мм. Подкладное кольцо приваривают однослойным угловым швом с катетом 3-4 мм с тем же присадком.
Прихватку и приварку подкладного кольца делают без предварительного подогрева независимо от марки стали и толщины стенки трубы. Исключение составляют трубы из стали 15Х1М1Ф с толщиной стенки более 10 мм – конец такой трубы подогревают до 250 – 300 °С.







Настоящих специалистов по электродуговой сварке стальных труб мало. Эта работа требует филигранной точности и большой практики. Сварка корневого шва – наиболее ответственный этап процесса.
Профессиональная варка трубы
- Сварочный аппарат для полипропиленовых пластиковых труб: как выбрать инструмент, оборудование, видео, отзывы
- Сварка полипропиленовых труб: видео-инструкция, температура и время нагрева, технология пайки, как сваривать правильно пластиковые фитинги
Наиболее качественное соединение стальных труб любого размера обеспечивает электродуговая сварка. Соединяемые детали при этом плавятся под действием электрического разряда. Статья содержит наглядные уроки по сварке.
Преимущества и недостатки каждого способа
Резьба
Преимущества:
- надежность;
- удобство сборки, возможность разборки;
- малая стоимость.
Недостатки:
- напряжение во впадинах резьбы, повышает усталость материала, снижая его прочность;
- необходимость применения средств стопорения, для предотвращения откручивания рабочего элемента.
Фланцы
Достоинства:
простота и удобство многоразового соединения и разъединения.
Отрицательные свойства:
- большая трудоемкость при изготовлении, следовательно, высока цена;
- при длительной эксплуатации снижение места его соединения, потеря герметичности.
Подклейка
К плюсам этого способа можно отнести его не трудоемкий процесс, не требующий больших умений и усилий.
Но ожидание склеивания иногда достигает трех суток, что не всегда удобно.
Такой вид соединения нельзя отнести к надежным способам.
Сварка
Преимущества:
- надежность;
- долговечность;
- герметичность;
- возможность соединения деталей любых форм.
Недостатки:
- возникновение остаточных напряжений;
- возможность изменения геометрии;
- риск разрушения при вибрационных и ударных нагрузках.
Раструб
В сравнении со всеми видами раструбные имеют преимущество в низкой стоимости возможности небольших осевых и боковых перемещениях трубы, что очень полезно при температурных изменениях и усадки почвы.
Отрицательный показатель заключен в трудности разъема соединения и недостаточной надежности при повышенном давлении.
Прессование
Общим положительным фактором является отличное самоцентрирование стыкуемых деталей, устойчивое состояние при ударных нагрузках. Простотой и не трудоемкий процесс.
Не поддаются обратной разборке или смещению друг друга. Вот несколько недостатков этого способа.

Способы соединения металлических труб
Самый надежный вариант соединения
Способ «в раструб» считается самым доступным и легким видом, который выполнит даже дилетант. Но этот вариант не дает гарантии высокой герметичности, т.к. ее обеспечивает только резиновое кольцо в раструбе. Последний вставляется в трубное изделие в противоположную сторону по отношению к направлению движения воды.
Фиксация фитингов осуществляется с помощью уплотнительных колец. Данный метод применяется к трубам ПВХ малого диаметра и позволяет понять, как соединить две трубы с резьбой. По сравнению с металлическими моделями здесь не нужна предварительная подготовка к ведению работ с пластиком.
Метод сварки требует дополнительных знаний и навыков по эксплуатации сварочного аппарата. Но в то же время этот способ очень надежный.
Отменную прочность соединения обеспечит специальный клей. Но прежде чем его использовать, необходимо очистить поверхности от загрязнений и тщательно их обезжирить. Действия должны выполняться довольно быстро.
Наши рекомендации помогут вам разобраться в таком непростом деле, как стыковать канализационные трубы. Выполнив качественное соединение, вы избавите себя от неприятных протеканий и порывов сети, частых ремонтов и бесконечных финансовых расходов.
Способы соединения труб и целесообразность их использования
Здесь все более или менее просто, и основное правило сантехника в этом отношении гласит, что по возможности нужно отдавать предпочтение сварным или спаиваемым трубным соединениям. Как и говорилось выше, это самые надежные варианты, если они, конечно, были сделаны правильно и профессионально. Именно по возможности, так как она имеется не всегда – к сожалению, очень много ситуаций, когда приходится прибегать к резьбовым или разъемным способам соединения. Без их использования не обойтись в следующих случаях.
- Установка оборудования. Это первое, что должен знать каждый сантехник – любое оборудование трубопроводов (в том числе и обычные краны) монтируется через разъемные соединения. Почему? Ответ прост – в случае выхода из строя вы сможете его свободно заменить. Напоминаем, что к разборным соединениям относятся американки, сгоны, фланцы и так далее.
- Соединение труб из разного материала – например, соединение полипропиленовых труб с металлическими трубами. Как и в предыдущем случае, здесь лучше использовать разъемное соединение – если применять просто резьбовое соединение, то в случае нарушения его герметичности для устранения течи придется разрезать трубопровод.
- Очень неудобные места для соединения труб стандартным способом сварки или пайки. Такой вариант встречается очень часто, особенно если сборкой водопровода занимается аматор. Здесь нужно понять одну вещь – неудобных мест не существует. Они появляются только в результате неправильной и непродуманной последовательности сборки трубопроводов. Да, бывают и исключения, но они лишь подтверждают правило.
- Ремонт трубопроводов. К примеру, прогнившая труба. Просто так удалить безболезненно кусок трубы и установить на его место новый весьма сложно, особенно если трубопровод спрятан в стену. В таких случаях лучше использовать ремонтные разъемные муфты, даже если они устанавливаются на однородный трубопровод. Не следует забывать, что после такого ремонта к муфте должен остаться свободный доступ.

Соединение труб без сварки фото
Вроде как все – в других ситуациях использование резьбовых и разъемных соединений нужно исключить. Ах, да, совсем забыл о таких трубах, как оцинковка – они не могут собираться никак иначе, кроме как на резьбовых соединениях. Это их особенность – сварка выжигает цинковую защиту, в результате чего поврежденные места очень быстро ржавеют.
Как соединить металлические трубы без сварки – советы профессионалов
Чтобы узнать, как соединить металлические трубы без сварки, нужно детально изучить методы соединения данных трубопрокатных материалов. Все дело в том, что трубопроводы являются сложной конструкцией из последовательного соединения трубопрокатного сортамента, измерительного оборудования, задвижек и других деталей, которые предусмотрены в проекте.
Состыковку можно осуществить различными методами. При выборе оптимального решения ориентируются на назначение магистрали и условия ее использования. Также в расчет берут диаметр трубопрокатного сортамента.
При прокладке магистрали метод соединения может быть разным. Часть из них могут быть неразъемными, но демонтаж с последующей повторной сборкой конструкции при этом возможен.
А есть монолитные стыки, которые без разрушения конструкции разобрать не получится. Самую большую популярность среди монолитных стыков завоевала сварка. Но, это далеко не единственный метод, который позволяет соединить участки трубопровода, есть и другие.
Монтаж при помощью резьбового соединения
О том, как соединить железные трубы без сварки, пойдет речь дальше, а в этой статье можете узнать как правильно произвести сварку оцинкованной трубной продукции. Чтобы произвести состыковку, этот способ является очень распространенным.
Чаще всего резьбу накатывают на спецоборудовании, но такую работу можно выполнить самостоятельно.
Она выполняется в такой последовательности:
Отрезают кусок заготовки, на котором предусматривается нужный припуск на резьбовую часть. Трубу закрепляют на плашкодержатель. В тиски кусок металлической заготовки закрепляют так, чтобы он не прокручивался.
Плашку на конечную часть металлической трубы нужно аккуратно наживить
При этом важно не сделать даже маленького перекоса, в противном случае резьба выйдет кривая, и соединить участки не получиться.
Для удобства работы заготовки рекомендуют смазать машинным маслом.
Когда плашка перестает проворачиваться, то рекомендуют выполнить один проворот в обратном направлении. При этом удалится срезанная стружка, а именно она становится помехой для продвижения вперед.
На участке, проходящем на близком расстоянии к стене, сделать полный оборот при нарезке резьбы можно не всегда
В таких ситуациях рекомендуют использовать плашкодержатель с храповым механизмом.
Чтобы соединение резьбовым способом было надежным, нужно использовать уплотнение. В этих целях применят сантехническую подмотку.
Перед закручиванием резьбового стыка стоит проверить изделия на наличие заусениц и остатков стружки. А само закручивание должно производиться с определенным усилием.
Как соединить без резьбы и сварочных работ
Дальше можно будет узнать, как соединить металлические трубы без сварки и резьбы. Говоря о соединении металлических трубопрокатов, этот способ обойти нельзя, ведь он пользуется большой популярностью при монтажных работах.
Речь пойдет о фланцевых соединениях. Чтобы его выполнить, берут специальные фитинги, которые получили название фланцы. Эти детали оснащают прокладкой из резины. Сам стык выполняют в такой последовательности:
- В зоне крепления производится срез. Его выполняют четко перпендикулярно, и при этом не должно быть заусениц. Торцевая фаска здесь не нужна.
- На подготовленный срез одевают фланец.
- После этого вставляется прокладка из резины, которая должна выходить на 10 см за края среза.
- На прокладку одевают фланец. После этого он скрепляется с ответной частью фланца на второй металлической трубе.
- Во время закручивания фланцев нельзя перетягивать болты.
Следующим вариантом соединения является муфтовое. Этот метод дает возможность произвести надежный, высокогерметичный стык.
Как соединить без резьбы и сварочных работ
Дальше можно будет узнать, как соединить металлические трубы без сварки и резьбы. Говоря о соединении металлических трубопрокатов, этот способ обойти нельзя, ведь он пользуется большой популярностью при монтажных работах.










Речь пойдет о фланцевых соединениях. Чтобы его выполнить, берут специальные фитинги, которые получили название фланцы. Эти детали оснащают прокладкой из резины. Сам стык выполняют в такой последовательности:
- В зоне крепления производится срез. Его выполняют четко перпендикулярно, и при этом не должно быть заусениц. Торцевая фаска здесь не нужна.
- На подготовленный срез одевают фланец.
- После этого вставляется прокладка из резины, которая должна выходить на 10 см за края среза.
- На прокладку одевают фланец. После этого он скрепляется с ответной частью фланца на второй металлической трубе.
- Во время закручивания фланцев нельзя перетягивать болты.
Следующим вариантом соединения является муфтовое. Этот метод дает возможность произвести надежный, высокогерметичный стык.
Монтажные работы выполняются в такой последовательности:
- Подготовленные к скреплению металлические трубы отрезают на концевых частях. Срез на них следует делать перпендикулярно и следить, чтобы он проходил ровно.
- В область соединения прикладывают муфту. Центр соединительного элемента должен размещаться точно по зоне состыковки трубопроката.
- На трубах маркером выполняют разметку, она будет указывать положение фитинга.
- Смазкой из силикона покрывают конечные части соединения.
- В соединительную деталь по показатель метки вставляют одну трубу. После чего, вторую выставляют в одну осевую линию с первой, и только после этого ее крепят с муфтой. Ориентиром при одевании будет проставленная маркером метка.
Смотрите видео
Сломался стояк ХВС? ставим Gebo!
Смотрите это видео на YouTube
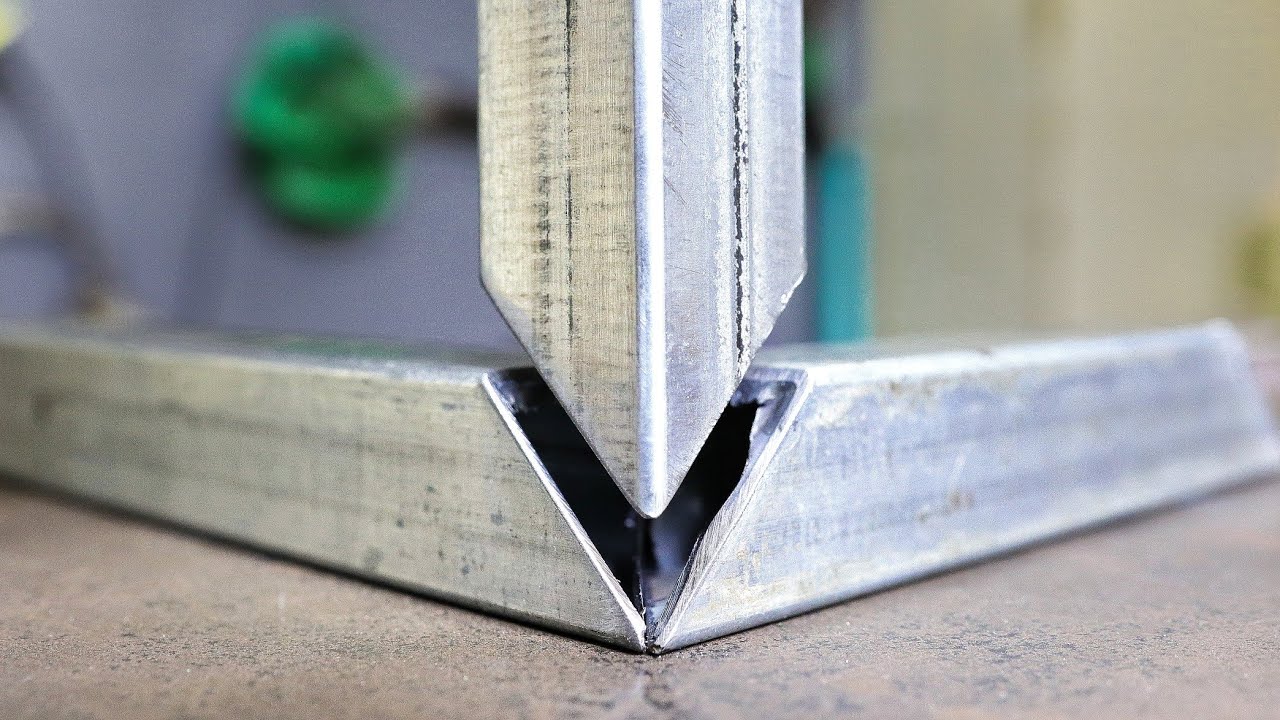
Как выполнить двойное угловое соединение круглых труб
Такому типу соединения присуща эстетическая привлекательность. Поэтому его преимущественно используют в конструкциях, в которых важнее всего стилевая изысканность. Для обеспечения прочности существуют другие способы соединений, но, конечно, их внешний дизайн не так красив.
Понадобится
- отрезком трубы диаметром 75 мм и длиной не менее 1000 мм;
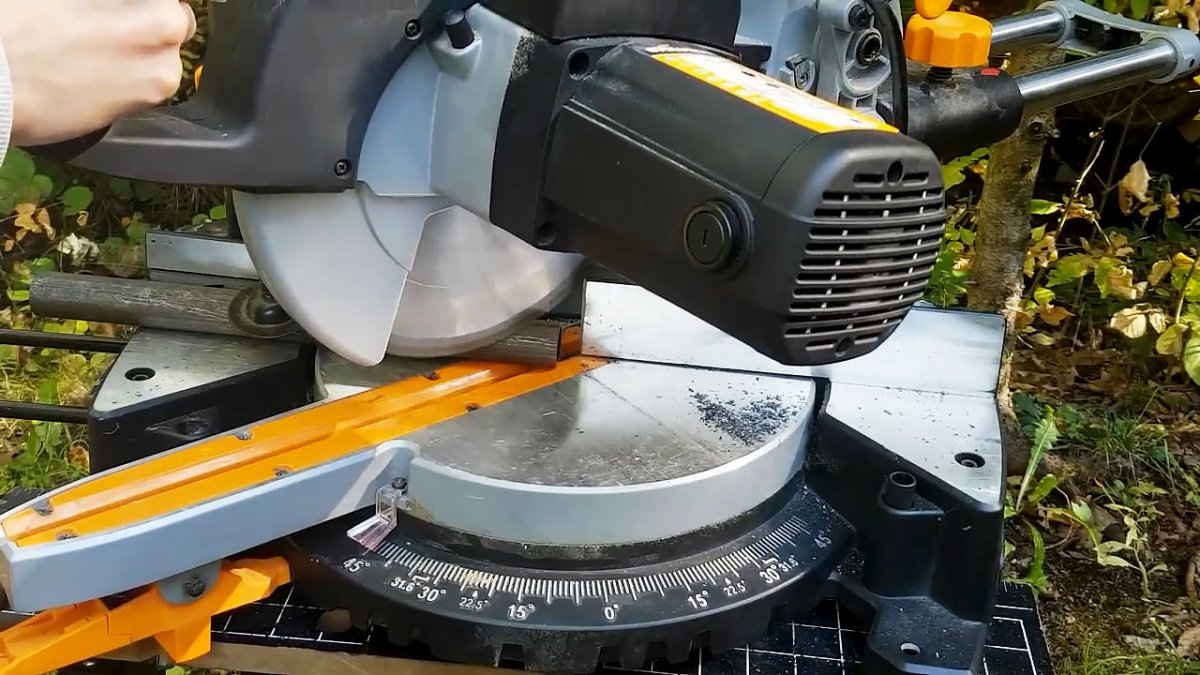
- маятниковой пилой с поворотным столом;
- съемной струбциной;
- рулеткой с измерительной лентой;
- маркером и металлической пластиной;
- электрическим или газосварочным аппаратом;
- ровной горизонтальной поверхностью.
Порядок выполнения двойного углового соединения
Для этой работы не требуются какие-то особенные навыки, но все операции и, в первую очередь, разметочно-измерительные, необходимо выполнять точно и аккуратно. 1. Укладываем трубу на стол маятниковой пилы, отмеряем рулеткой необходимую длину, ставим маркером метку, зажимаем заготовку струбциной и отпиливаем первый отрезок трубы. Повторяем эту операцию еще дважды и получаем три трубных заготовки диаметром 75 мм и длиной 300 мм. В других случаях размеры могут быть произвольными.
2. Поворачиваем стол маятниковой пилы на 45 градусов и фиксируем его в этом положении.
3. Поочередно закрепляем на столе маятниковой пилы с зафиксированным поворотом каждый из трех отрезков трубы и с одного конца производим рез, который будет в точности равен 45 градусам.
4. Не меняя положение трубных заготовок после первого реза, на торцах мысленно проводим вертикальный и горизонтальный диаметры, отмечая их пересечение с телом трубы штрихами посредством маркера.
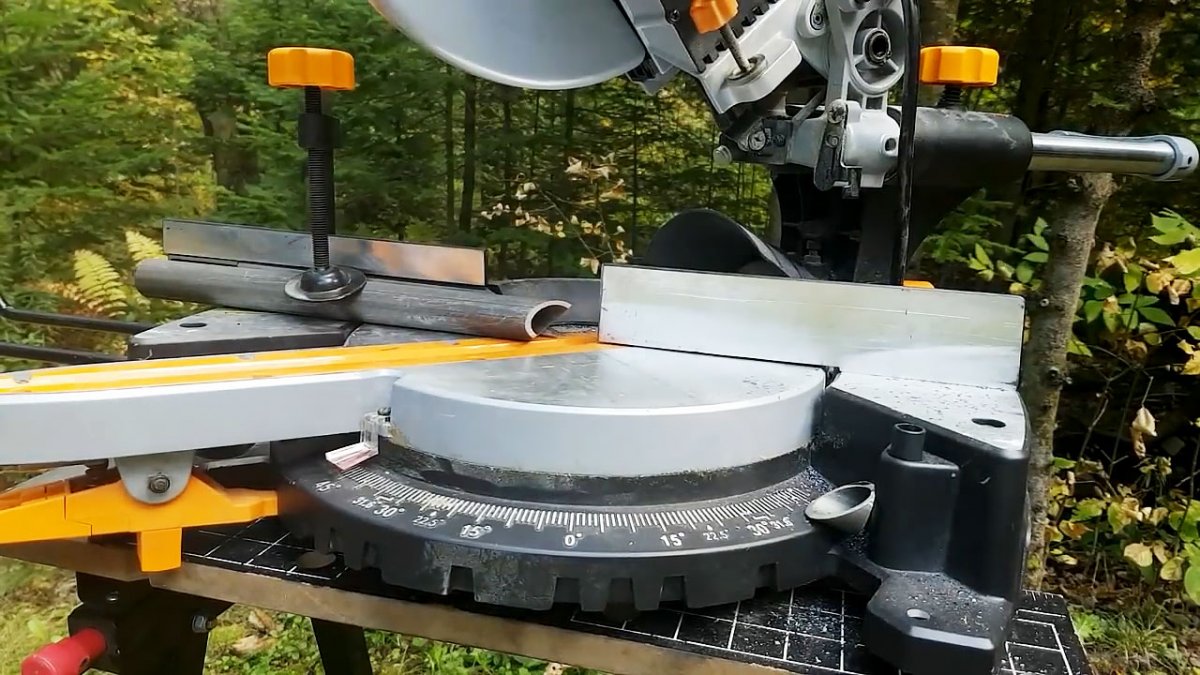
5. Ослабляем крепление трубы на столе маятниковой пилы и, не меняя продольного положения, поворачиваем ее на 1/4 окружности или на 90 градусов по часовой стрелке и вновь закрепляем заготовку, проконтролировав отсутствие продольного смещения с помощью плоской металлической пластины.
6. Производим еще один рез конца с уже выполненным резом. В результате получается замысловатая конфигурация – результат взаимодействия плоского диска маятниковой пилы и цилиндрической поверхности трубы. Этой операции подвергаем все три трубные заготовки.
7. Укладываем две заготовки на горизонтальную поверхность резами друг к другу и сближаем их, пока они не соприкоснутся по требуемой линии. Если разметка была правильной, а резы выполнены качественно, то тогда заготовки образуют плоский угол, в точности равный 90 градусам. 8. Не меняя положения трубных заготовок, «прихватываем» их изнутри электрической или газовой сваркой, тем самым, фиксируя их, относительно друг друга.
9. Остается лишь, к месту стыка двух горизонтально расположенных труб, приставить сверху вертикально третий элемент. Если его разметка и отрезка были произведены точно, то верхняя заготовка всеми своими торцевыми точками в точности совпадет с предназначенным для нее местом.
… и в конце
Для исключения травм и повреждений необходимо пользоваться индивидуальными средствами защиты: перчатками и сварочной маской.
Соединение труб: два основных типа
Несмотря на большое разнообразие методов соединения труб и огромное количество типов самих труб, существует всего три способа соединять их вместе.

Резьбовое соединение труб фото
Это что касается основных типов соединения. Кроме них, имеется еще один весьма интересный способ стыковки труб, который весьма сложно отнести к одному из описанных выше вариантов – это пресс-фитинг. Это и не разъемное соединение, и не резьбовое, и даже не сварное – ни то ни се, и это не шутка. Такое соединение не ремонтируется и особо длительным сроком эксплуатации похвастаться не может – как бы ни доказывали обратное производители таких металлопластиковых труб и ни убеждали людей в их надежности, это не совсем так. Они не могут состязаться даже с резьбовыми фитингами, которые с течением времени можно хотя бы поджать или заменить уплотнители. Пресс-фитинг – это одноразовое соединение, и если оно даст течь, то делать придется немало работы. А вообще если исключить человеческий фактор и халатное отношение мастеров, то, по большому счету, это весьма надежная система, которая при надлежащем качестве сможет прослужить весьма приличный срок.
Пайка полипропиленовых труб в труднодоступных местах
Решая, как паять полипропиленовые трубы в труднодоступных местах, следует учитывать следующие факторы.
Работа с полипропиленовыми трубопроводами в узких местах сложнее, чем сварка на прямых трубных прогонах в условиях достаточного пространства. К неудобным местам обычно относят пространство вверху под потолком, точки в углах и условия ограниченного пространства, затрудняющие установку паяльника на подставку. В последнем случае без посторонней помощи вам не обойтись, альтернативным решением является специальный крюк, подготовленный заранее в удобном месте, на который можно вешать паяльник.
При слишком близком расположении спаиваемых трубных участков друг от друга на стене используют специальный прием — прямую и ответную части стыка прогревают по очереди. При этом первый участок греют чуть дольше положенного времени, а после греется труба меньшее время и при возможности с повышенной температурой (регулятор устанавливают на больший диаметр).
Рис. 4 Пайка полипропиленовых труб в труднодоступных местах утюгом с двумя насадками
Соединение пластиковых труб методом сварки и склеивания
Методы сварки и склеивания используют в случаях, когда надо обеспечить неразъемные соединения пластиковых труб. Сварка представляет собой физический процесс соединения двух веществ, при нагревании которых происходит соединение молекул одного вещества с молекулами другого вещества (диффузия), в результате чего границы между двумя веществами исчезают и их физическое разделение становится невозможным.
Пластик при нагревании плавится, становится текучим и принимает вязкую форму, в результате чего к нему можно прикрепить практически любое вещество.
Под давлением происходит соединение расплавленного пластика и другого элемента. Обычно соединяемые поверхности нагревают только в области будущего шва. При этом используется инструмент, нагретый присадочным материалом или газом.

Рекомендуем:
 Как сделать надежную стойку под точило
Как сделать надежную стойку под точило
 Пару вопросов по физике (магнетизм и жидкости)
Пару вопросов по физике (магнетизм и жидкости)
 Система ограниченного доступа вашего дома
Система ограниченного доступа вашего дома
 Ободок «Цветочный бант»
Ободок «Цветочный бант»
 Филе минтая с луком и сметаной
Филе минтая с луком и сметаной
 Необычный блок питания
Необычный блок питания
 5 полезных поделок из горлышек и ручек пластиковых бутылок
5 полезных поделок из горлышек и ручек пластиковых бутылок
 Поделки из осенних листьев своими руками: заготовка материала, варианты оформления с пошаговым описанием
Поделки из осенних листьев своими руками: заготовка материала, варианты оформления с пошаговым описанием
 Как сделать костюм LEGO-человечка своими руками
Как сделать костюм LEGO-человечка своими руками
 Как горячей трубой изогнуть деревянные заготовки
Как горячей трубой изогнуть деревянные заготовки