Как пользоваться?
Технология применения устройства не отличается сложностью. В первую очередь присоединяется сварочный кабель, после чего приступают к монтажу.
Большинство агрегатов оснащено включателями, активирующими магнитное поле. В состоянии покоя магнит не будет притягиваться к поверхности.
Для ввода в эксплуатацию нужен один человек. После контакта с рабочей плоскостью необходимо активировать прибор. По окончанию этих действий зажим в рабочем режиме.
После завершения работ следует произвести вышеописанные действия в обратном порядке. Не пытайтесь отделить от детали включенное устройство – многие модели обладают достаточно большой прочностью на отрыв. Кроме того, это может вывести из строя фиксатор.
Преимущества
У магнитной массы много преимуществ. Ее быстро можно прикрепить к любой, даже изогнутой, поверхности.
Никаких других приспособлений и деталей такая клемма в себе не содержит, поэтому и поломаться не может.
Изменения температурных режимов и скачки напряжения не влияют негативно на функционирование магнитных зажимов. Они редко перегорают, и могут использоваться в сочетании с разными металлами.
Особенно они будут удобны для варки в труднодоступных местах или на изогнутых поверхностях. Намагниченная масса обеспечивает плотное крепление, из-за покрытия собой широкой площади поверхности.
А вот на маленьких деталях с небольшой плоскостью соприкосновения, магнитные зажимы не могут зафиксироваться достаточно плотно, чтобы обеспечить необходимое соединение.
В частности, с такими проблемами можно столкнуться при варке арматурных стержней. Чтобы магнитное контактное устройство работало, часто приходится зачищать металлические детали.
Кроме того, есть металлы, которые не восприимчивы к магнитному полю. К таким относится большая часть цветных металлов. Поэтому намагниченные зажимы не используются.
Теперь разберемся, как же применять намагниченные контакты для сварки. Обычно в практической части сложностей не возникает.
Удобная сварка под углом в 90 °
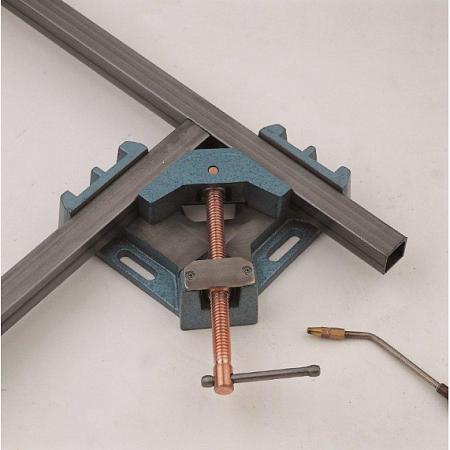
Сварочные магниты позволяют удерживать свариваемое изделие под углом 90 °.
Для того чтобы сварка труб не была слишком хлопотным занятием и обходилась без помощника, придумали сварочные магниты, которые удерживают трубы под углом в 90 °. Ранее приспособления для работ такого рода делались без использования магнитов.
Для этого потребуются такие материалы:
- квадрат металлический со стороной 20-25 см;
- кусок квадратной трубы;
- 3 маленьких болта и гайки к ним;
- болт толстый диаметром 4 см и гайка на 35;
- сверло, дрель;
- небольшой металлический цилиндр диаметром с шариковую ручку;
- держатель для цилиндра, фактически его ручка;
- сварочный аппарат.
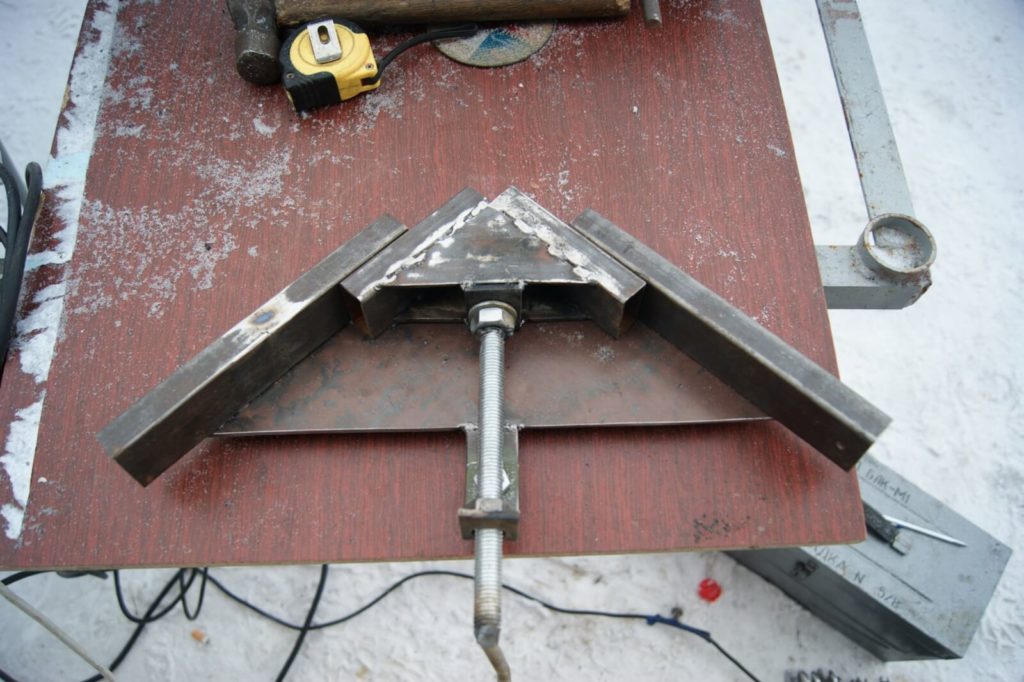
На квадрат привариваются трубы длиной в 20 и 15 см, на сменные стороны, в самые углы, так, чтобы концы труб были по разные стороны квадрата.
Изготовить две вспомогательные детали. П-образную фигуру сварить из этих же труб, длиной примерно в 10 см. Вторую, используя эти же трубы, сварить в виде равнобокой трапеции с основаниями 11,5 см и 5,4 см.
Расчеты необходимо выполнить более точно, угол, образующийся при пересечении боковых частей должен составлять 90 °, поэтому длины оснований будут точно зависеть от ширины труб.
Схема установки сварочных магнитов.
На сторонах квадрата у угла, где не приварены трубы, сделать равнобедренный треугольный срез. Приварить к нему П-образную фигуру, предварительно просверлив по центру верхнего прямоугольника отверстие для маленького болта. В зазор между квадратом и фигурой должен помещаться болт шириной в 4 см с гайкой.
К болту приделать ручку, в качестве нее можно использовать гайку с отверстием, в которой свободно перемещается тонкий стержень.
В маленьком цилиндре длиной с меньшее основание трапеции выполнить резьбу для взятых маленьких болтов. Резьбу надо выполнить вдоль кончика большого болта, располагая его в центре.
В точке пересечения диагоналей трапеции выполнить отверстие в обеих подобных деталях. Между ними будет вставляться цилиндрическая деталь, в которой предварительно выполняли резьбу и просверлили в центре отверстие. Для дальнейшего сбора приспособления надо заготовить гайку на 35 для болта шириной в 4 см, для этого с одной ее стороны выполнить сквозную резьбу, не затрагивая противоположных граней.
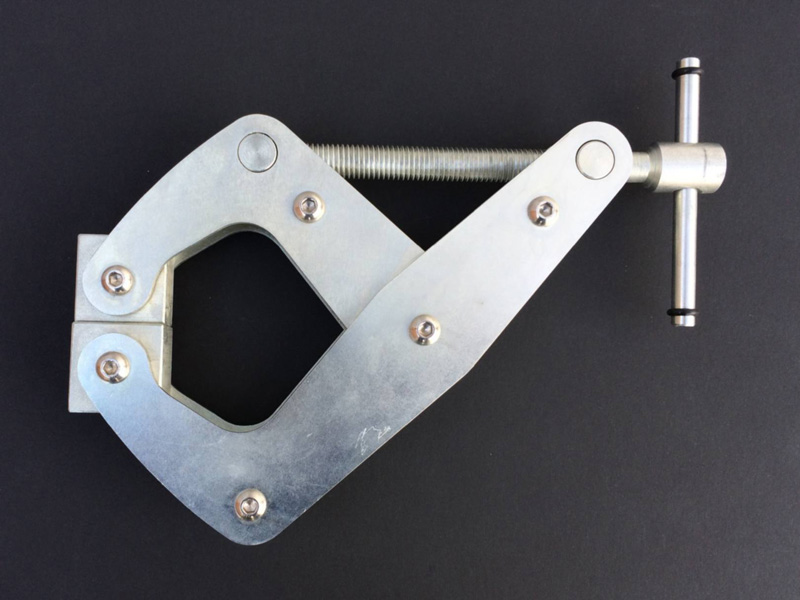
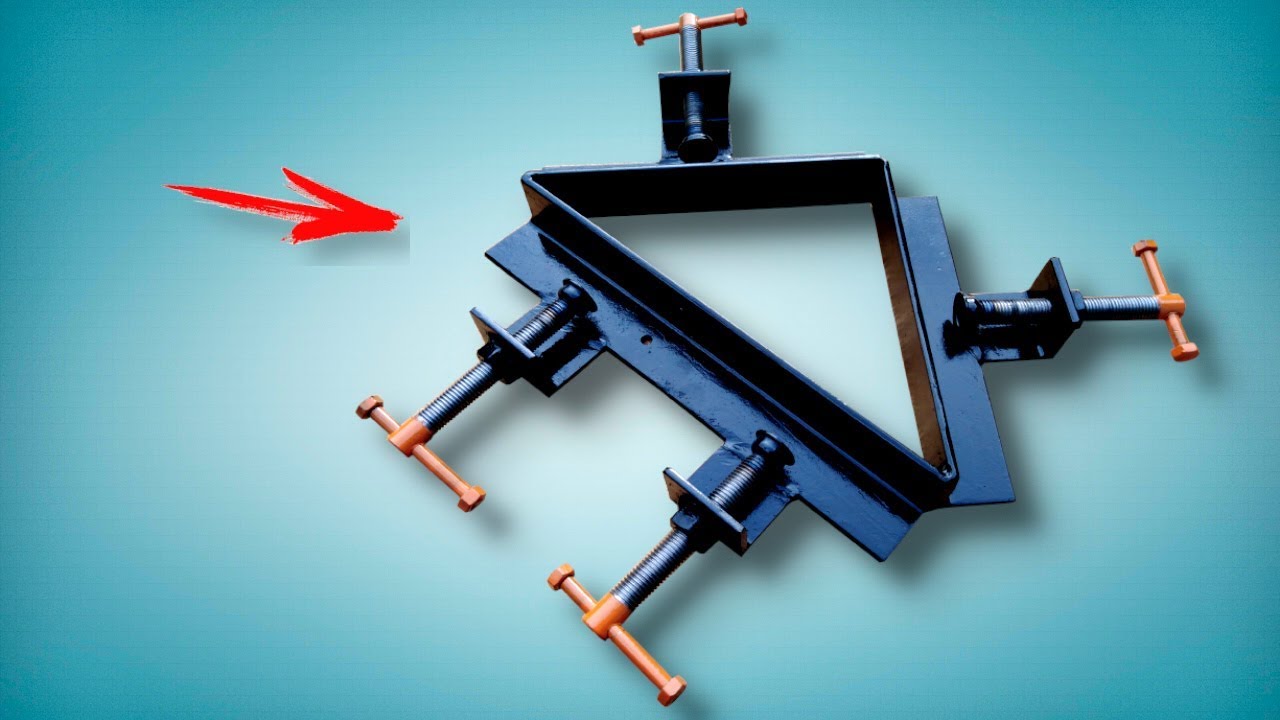
Прижимы с постоянными магнитами:а — для сборки углового соединения, б — для сборки соединений с различным сочетанием детален; 1 — угловой магнит, 2 — зажим, 3, 5 — магнитные элементы, 4 — рычаг.
Вся дальнейшая сборка заключается в правильной последовательности присоединения деталей. На болт с уже прикрепленной ручкой надеть гайку с резьбой, прокрутив пока почти к основанию. К концу болта приложить цилиндрическую деталь, просверленным отверстием к внутренней резьбе, наживить маленьким болтом. Далее закрепляем трапециевидную фигуру при помощи болтов, один из которых утапливается в резьбе цилиндрической детали, второй закрепляет конфигурацию сверху, через резьбу той же цилиндрической фигуры. Болт с заготовленной деталью в своей вершине, протягивают под П-образной опорой, подгоняя под нее и гайку с резьбой. Закрепить болт при помощи болта, который проходит через центр П-образной фигуры и вкручивается в выполненную резьбу специальной гайки. Приспособление, собственно, готово к использованию. Вращая ручку болта, его можно послабить. Вставив под прямым углом трубы, фиксируя крепежное приспособление, можно производить сварку.
Устройства подобного рода удачным образом заменяют сварные магниты, которые могут быть слишком дорогими для просто бытового использования.
Самодельные держатели электрода
Общий вид простого держателя электродов из трубы d 3/4 »: 1- электрод; 2 — пружина; 3 — труба; 4 — резиновый шланг; 5 — винт и гайка М8; 6 — кабель.
Самодельные приспособления такого вида имеют наибольшее разнообразие. Связано это с тем, что, например, к инверторному сварочному аппарату идут слишком короткие провода. Разновидности держателей в основном зависят от того, какие виды работ будут выполняться. Они существенно будут различаться в зависимости от того, ведется сварка толстых и прочных труб или спаивание проводов при соединении или скрутке.
Так, к примеру, берется стальной стержень и три куска проволоки длиной около 10 см, толщиной 8 мм в диаметре. Два куска проволоки изгибаем лишь слегка вбок, как для вилки, с учетом, что эти части будут иметь разные стороны: левую и правую. Посередине будет располагаться третья часть проволоки, изогнутая кверху со стороны прилегания к металлическому стержню, примерно до половины своей длины. Сначала сваркой прихватываются боковые части, затем по центру прикладывается недостающая часть, все хорошо приваривается






Такая излишняя предосторожность необходима на случай сваривания толстых труб, дополнительная обмотка провода будет предохранять его от перегрева. В итоге:
- две части проволоки, находясь на стержне, имеют одинаковую длину;
- третья оставляет как бы небольшой зазор;
- заранее готовят изолированный провод, зачищенный с двух сторон и обмотанный тонкой проволокой по краям;
- вырезают толстый, резиновый кусок материала, который будет ручкой держателя;
- его приваривают к средней части проволоки;
- сразу после сварки, пока приспособление горячее, прикладывают прокладку;
- второй конец провода, обмотанный и зачищенный, зажимают природным держателем сварочного аппарата.
Приспособление готово к использованию, теперь сварщик может отойти на гораздо большее расстояние для выполнения работ.
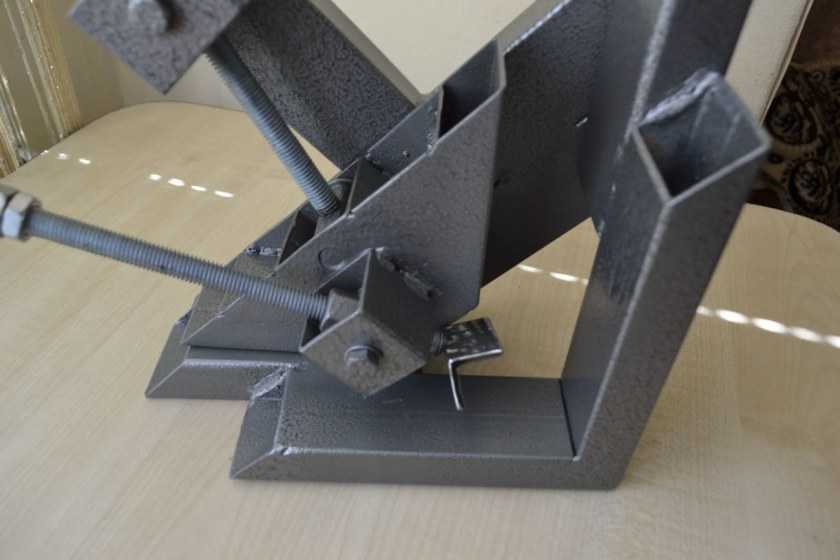
Шаг 6: Угловая струбцина в работе
Самодельную угловую струбцину можно использовать и снаружи, и изнутри. Именно для этого все сварные швы сделаны с нижней стороны. На фото показаны примеры использования, если бы я собирался сваривать эти трубы, я дополнительно закрепил бы их обычными струбцинами. На последней фотографии показан пример добавления вертикального элемента. Это также объясняет, почему зазор между плеч не должен быть слишком большим – иначе вертикальная труба проскочила бы в отверстие.
Будьте осторожны при наружной сварке труб – внутренний радиус изгиба уголка может помешать скреплению трубы струбциной. Обязательно проверьте этот момент, прежде чем приступать к свариванию труб.
Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Что такое струбцина?
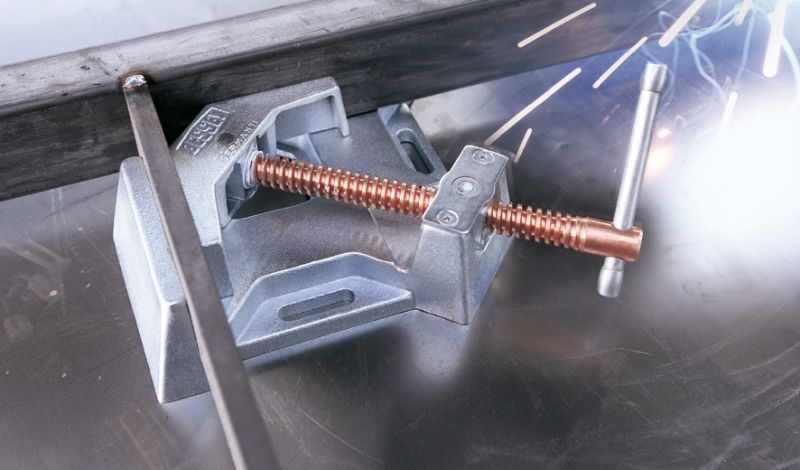
Струбцина представляет собой универсальное приспособление, которое служит для закрепления металлических конструкций определенным образом, что существенно упрощает сварочный процесс
Тиски угловые позволяют закрепить металлоконструкцию под определенным углом в необходимом и — что не менее важно — в удобном положении для работы. Конструкции струбцин могут быть разнообразные в зависимости от того, как именно необходимо закрепить деталь
Они могут быть разных размеров и форм. Всегда полезно иметь под рукой несколько вариантов струбцин, так как во время работы может понадобиться скрепление деталей различной конфигурации.
Характеристики сварочных магнитов
Все магнитные устройства, участвующие в проведении сварочных работ, можно разделить на два типа:
- Универсальные приспособления;
- Угловые магниты для сварки.
Универсальные устройства обладают большими функциональными возможностями и широко используются во многих производственных сферах. Они способны соединять детали плоской, цилиндрической и угловатой конфигурации под нестандартными углами. Магниты позволяют фиксировать свариваемые элементы как в горизонтальной плоскости, так и в вертикальной. Это достигается возможностью регулировать рабочие углы магнита в довольно широком диапазоне.
Приспособления обладают неплохой стойкостью к высоким температурам и способны выдерживать брызги металла. Благодаря повышенной точности при установке деталей, сварочный шов получается аккуратным и качественным. Использование универсальных приспособлений позволяет расширить область деятельности специалиста и уменьшить трудозатраты на проведение сварочных работ.
К преимуществам следует отнести такие факторы, как удобное позиционирование, простоту в эксплуатации, хорошее усилие магнитного поля и отсутствие влияния на качество сварочной дуги. К недостаткам — приличную стоимость и наличие данных приспособлений только в узкоспециализированных торговых точках.
Угольник помогает быстро и надёжно соединить детали при выполнении операций с металлическими уголками, профилями, трубами (круглыми, прямоугольными) и листовой сталью.
Магнит бывает трёх форм:
- Стреловидная;
- Треугольная;
- Шестиугольная.
У первых двух диапазон угловых значений представлен следующими показателями:
- 45 градусов;
- 90 градусов;
- 135 градусов.
Последнее устройство дополнено углами:
- 30;
- 60;
- и 75 градусов.
Использование такого приспособления облегчает монтаж изделий и способствует сокращению рабочего времени. К недостаткам устройства можно отнести слабое усилие магнита, присутствующее у дешёвых моделей.
Как выбрать
Выбор инструмента — ответственное занятие, призванное сделать дальнейшую работу безопасной и эффективной и сварочный держатель электродов не исключение. Рассмотрим, что стоит учесть при выборе, какие параметры.
1.Ампераж. Держатель для электродов должен соответствовать силе тока применяемого сварочного оборудования. Так при использовании сварочного инвертора с силой тока в 300А, подключать к нему держатель, рассчитанный не 150А – идея не очень хорошая. Держатель электродов в таком режиме прослужит не более двух дней, так как зажим электрода обгорит и выйдет со строя. Кроме того, использовать держатель с меньшей силой тока просто не безопасно.
При обратной ситуации, когда приобретаются держатели «с запасом», то есть на аппарат в 160А устанавливают держатель на 300А, решение безопасно, но для работы не очень удобно. При большем ампераже, больше габариты и масса держателя (что повлияет на уставаемость сварщика и возможность подлезть в труднодоступные места, см. следующее требование), так как толще изоляция, массивнее литые части, зажим электрода. Поэтому подбирать держатель необходимо исходя из силы сварочного тока.
2. Габариты и вес. Для удобства прибор должен обладать небольшой массой и небольшими габаритами. Лишние граммы никоим образом не скажутся на проведении краткосрочных работ, а вот при длительных процессах, которые требуют внимания и аккуратности, тяжелый агрегат может вызывать дискомфорт и мышечное напряжение. Поэтому выбирая из нескольких моделей с аналогичными техническими характеристиками, следует отдать предпочтение более легкому и компактному.
Габариты и вес сварочных держаков — почувствуйте разницу
3. Часто выполнение работ проводится при неблагоприятных условиях: пыль, грязь, влажность, слишком высокие или низкие температуры. Компенсацией для этих факторов должна выступать высокая надежность электрододержателя. Корпус прибора, чаще всего, производится из пластика с высокими изолирующими свойствами. Что касается зажима, то профессионалы предпочитают литой, поскольку пластинчатые наборные губки более подвержены выходу из строя. Самым надежным вариантом является винтовой прибор, его резьбовая фиксация гарантирует однозначное положение прутка.
4. Известные производители поддерживают свою репутацию, тщательно контролируют качество выпускаемой продукции. Поэтому проверенные бренды пользуются высоким спросом у потребителя. Здесь стоит придерживаться принципа достаточности – недорогой держатель неизвестного производителя не проживет, скорее всего, и месяца на судоверфи при эксплуатации его в две смены, а сварщику любителю его хватит на два-три сезона, а то и на дольше.
5. Напрямую от предыдущего фактора зависит следующий, наиболее важный — стоимость. Цена варьируется в значительных пределах. Дешевые модели по определению не могут отличаться высоким уровнем качества и надежности, продуманностью конструкции, а также они в редких случаях рассчитаны на длительную эксплуатацию. Но недорогой инструмент неплохо подойдет для сварщика-любителя с целью выполнения разовых работ. С другой стороны, для проведения бытовой сварки незачем покупать дорогой аппарат, который необходим для профессиональных и промышленных масштабов.
6. Наибольшим спросом у клиентов пользуются агрегаты, способные фиксировать электроды любых диаметров. Так как подобные приборы являются универсальными и могут применяться при проведении разнообразных работ.
Наклон электрода
Чтобы сварить детали под прямым или острым углом, необходимо уметь правильно перемещать электрод. В процессе сварки конец электрода расплавляется вместе с обмазкой, которая выделяет защитные газы и частично превращается в шлак, также защищающий сварочную ванну от атмосферного кислорода.
Необходимо обеспечивать постоянное покрытие ванны жидким шлаком, иначе не получится качественный сварочный шов. Металл в жидком состоянии должен находиться не менее трех секунд, которые требуются для выделения вредных газов.
При этом необходимо перемещать электрод вдоль шва, делая сложные вращательные или зигзагообразные движения концом электрода. Добиться такого контроля над сваркой можно только при правильном угле наклона электрода. Но угол наклона нужен не только для контроля хода сварки. С помощью него можно воздействовать на характеристики сварного шва.

Сварка углом вперед делает глубину провара меньше, в то время как ширина увеличивается. Это можно использовать при сварке металлов малой толщины. При этом способе кромки хорошо проплавляются, скорость сварки повышается.








При сварке углом назад провар становится глубже, а шов выше, но ширина уменьшается. Кромки прогреваются недостаточно, поэтому вероятны непровар и образование пор.
Но умение варить недостаточно для получения качественного сварного шва. Иногда требуется определенное его положение в пространстве, чтобы получился добротный шов.
А это достигается применением особых приспособлений, которые фиксируют свариваемые детали в пространстве так, как необходимо сварщику. Например, при электрошлаковой сварке требуется располагать шов вертикально.
При производстве сварочных работ очень часто требуется закрепить соединяемые детали между собой так, чтобы сварщик мог сделать свою работу. Если изделия тяжелые, сложной формы, то без специальных приспособлений не обойтись.
В небольших мастерских распространение получили устройства универсального типа, способные фиксировать собранное изделие перед сваркой и менять его положение в процессе работ. Они бывают установочные и закрепляющие.
Типы зажимов массы
Зажимы массы для сварочных аппаратов, в зависимости от характера фиксации, могут быть нескольких типов. Далее мы рассмотрим основные виды зажимов, а также их преимущества и недостатки.
1. Зажим массы сварочный “крокодил”
“крокодил” (“прищепка”)
Достоинства:
- надежность соединения с поверхностью детали;
- удобство и быстрота использования;
- минимальное сопротивление соединения;
- возможность произвести фиксацию деталей различной геометрической формы, в том числе со сложной конфигурацией;
- большая степень раскрытия.
Также следует выделить основные недостатки:
- невысокий, по сравнению с другими типами, уровень прочности некоторых компонентов – пружина;
- данный тип зажима применяется только в тех случаях, когда существует возможность крепления непосредственно к изделию.
Зажим типа “крокодил” необходимо выбирать, полагаясь на общие рекомендации. Клеммы данного вида выпускаются в трех основных модификациях: зажим массы 300А, 200А и 500А. В зависимости от модели сварочного аппарата и силы тока, которую он выдает, нужно определить оптимальную модификацию. Для проведения работ на профессиональном уровне рекомендуется приобретать зажим на 400-500А.
Полезное видео
Рекомендуем посмотреть советы, как продлить жизнь прищепки, которая шла в комплекте с аппаратом и что учесть при покупке новой.
2. Магнитная масса для сварки
Сварщики достаточно часто используют магнитный зажим массы. Данный тип обладает целым спектром достоинств:

- возможность закрепить контакт на любую поверхность или конструкцию, в том числе и на трубы;
- простота конструкции обеспечивает долговечность и бесперебойную работу;
- отсутствие пружин и других механизмов также способствует долгой эксплуатации;
- магнит на массу для сварки способен выдерживать перепады напряжения и не перегорать;
- успешно применяется в труднодоступных местах;
- большая площадь контакта гарантирует надежность крепления.
Недостатки:
- ненадежное крепление контакта на малые по площади детали, например, арматура;
- невозможность закрепления зажима на изделия из цветных металлов;
- магнит нужно периодически очищать от загрязнений, в частности от металлической стружки;
- следует избегать перегрева магнита, иначе он может размагнититься; перегрев случается, если клемма крепится на грязную поверхность.

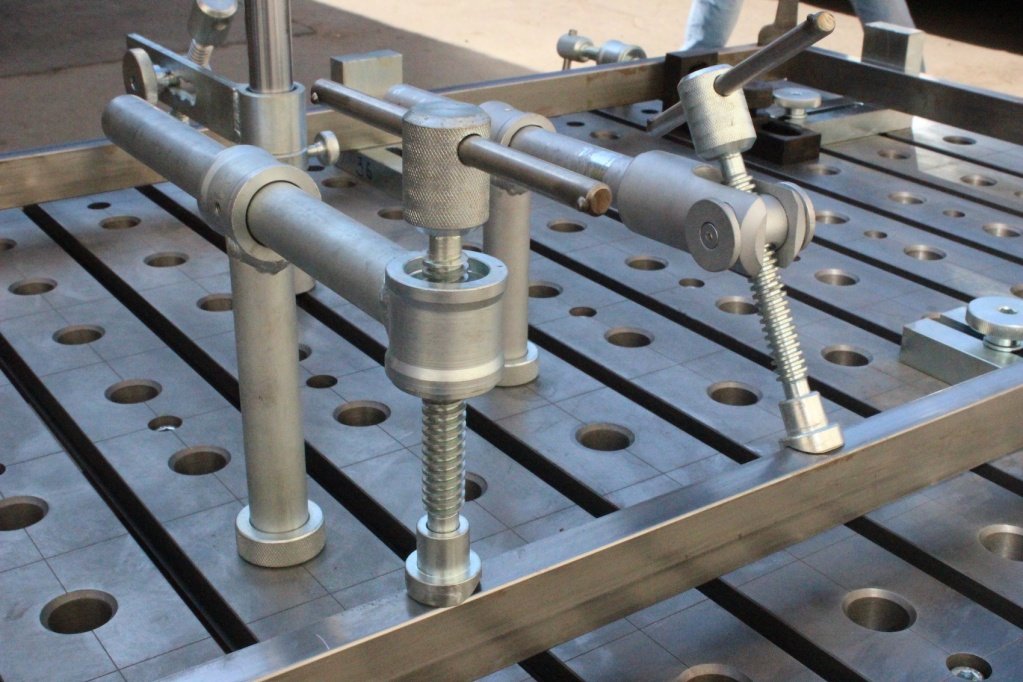
3. Струбцина
Зажимы массы для сварки типа струбцина применяются реже, чем два перечисленных выше вида. Данная разновидность клемм также обладает несколькими достоинствами:
- высокая степень надежности крепления, так как фиксация осуществляется с помощью винта с шестигранной головкой;
- хороший контакт с рабочим изделием обеспечивает плавный переход тока.
В качестве недостатков можно выделить достаточно сложное строение механизма и сравнительно большие габариты клеммы.
4. Центратор
В редких случаях специалисты выделяют зажим типа центратор, предназначенный для центрирования и прихватки предварительно расположенных в нужном положении труб. Также может применяться для соединения сварочных деталей.
Преимущества данного типа:
- обеспечение плотного контакта;
- гарантирует точность сварки;
- подходят для труб различных диаметров.
Недостатки:
- ограниченная сфера применения;
- высокая стоимость, по сравнению с другими типами зажимов.

Полезное видео
Рекомендуем посмотреть ролик, который содержит рекомендации, как продлить жизнь комплектной массы крокодила и какую лучше выбирать для покупки.
И еще один обзорчик от опытного сварщика, в котором есть некоторые хитрости.
Изготовление струбцины своими руками
Своими руками можно создать:
- необходимую прочность приспособления;
- оборудование для фиксации металлических деталей;
- струбцины любых размеров и разновидностей.
Если работы предстоят несложные, то инструмент можно сделать из простых и дешевых материалов.
Струбцина угловая из фанеры
Чтобы изготовить инструмент необходимо:
- Подготовить куски фанеры толщиной в 1,5 см и размерами 10х10 см.
- Разделить квадраты на две части по диагонали.
- На расстоянии в 2 см от края наметить отверстия и просверлить диаметром 40 мм.
- Срезать сторону вдоль отверстий, чтобы излишки клея под фиксаторами можно было удобно убирать.
Инструмент из фанеры готов. На его долгую эксплуатацию рассчитывать не приходится, зато делается он из самых простых подручных материалов.
Изготовление и сборка своими руками угловой струбцины из дерева
следует правильно выбрать материал
Из выбранного материала нужно будет подготовить:
- две пластины шириной 15 см, длиной 20 см и толщиной 2 см;
- два бруска шириной 2 см и длиной 25 см;
- металлические болты;
- саморезы диаметром 5 мм (2 на 20 см длиной и 2 на 12 см).
После того как все подготовлено, своими руками можно приступать к сборке приспособления:
- На столе разместить две длинные рейки. При этом одна должна укладываться ребром вниз, а вторая – вверх.
- В рейках просверлить отверстия для соединения, применив для этого дрель. У обеих деталей они должны совпадать.
- Одну пластину прикрепить к нижнему бруску и параллельно ей закрепить вторую. Используется для этого проходящий через элементы саморез, который будет регулировать между ними степень зажима детали.
- На концах реек просверлить отверстия и прикрепить к ним пайки или пластинки. Угол между элементами должен составлять 90 градусов.
Изготовление и монтаж угловой деревянной струбцины завершен, теперь можно проверить ее в работе.







Угловая металлическая струбцина своими руками
бладает хорошей жесткостью фиксации
С помощью металлической струбцины можно:
- под различными углами фиксировать элементы конструкции;
- выполнять предварительный монтаж изделий;
- выравнивать детали конструкции относительно друг друга.
Кроме этого, угловые струбцины из металла широко применяются во время сварочных работ. Такие инструменты подразделяются на два вида:
- Двухкоординатные.
- Трехкоординатные.
С помощью приспособления можно зафиксировать два элемента металлоконструкции, после чего закрепить их сваркой. Даже самый простой вид такого оборудования сделает более комфортным проведение сварочных работ, обеспечит высокое качество швов, облегчит различные манипуляции с деталями конструкции и значительно сэкономит время.
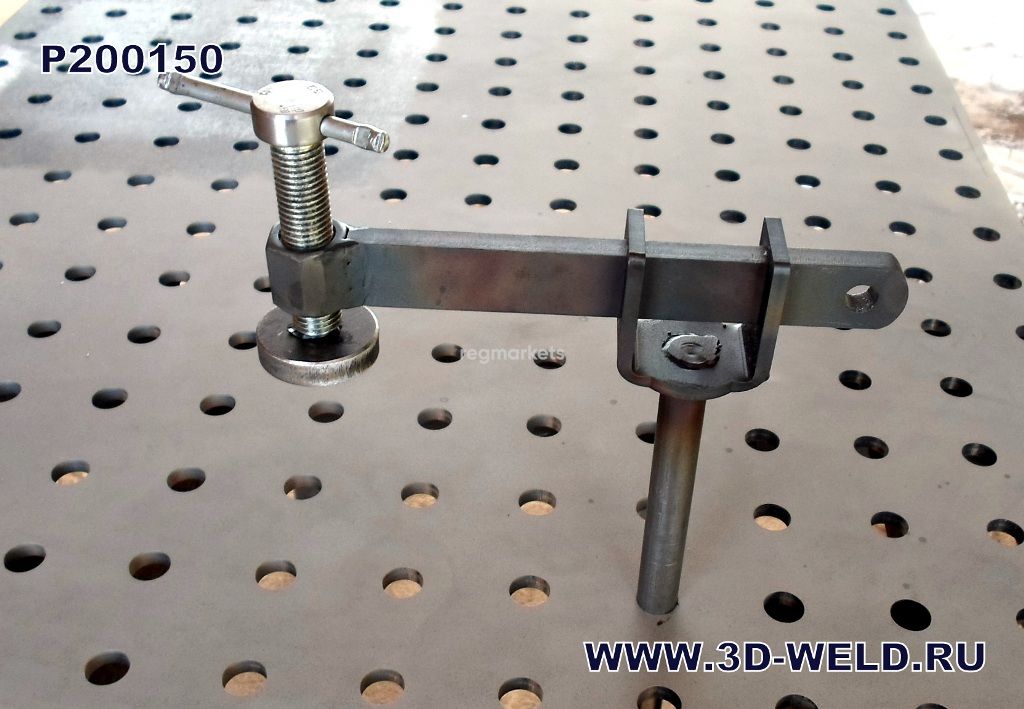
Своими руками изготовить угловую струбцину из металла достаточно просто. Для этого потребуется подготовить:
- стальной лист толщиной в 10 мм;
- гайки – 3 шт;
- стальной лист с наружной резьбой по размеру гаек;
- шайбы большого диаметра.
Технология изготовления:
- Из листа вырезать две заготовки длиной по 50 см, шириной по 4 см.
- К основной части детали в виде буквы «Г» приварить вспомогательную часть.
- Опорный элемент плашмя приварить на короткий край.
- Сварить вместе три гайки, расположив их ребром к подвижной части. При этом вкручиваемый стержень должен проходить параллельно основанию приспособления.
- Все части приварить по внешнему краю, вставив между ними полоску инструмента.
- Присоединяя конструкции подвижную планку, произвести сварку по внутреннему краю.
- К краю стержня из металла приварить большие шайбы.
Работы по изготовлению угловой металлической струбцины закончены. При проведении столярных, слесарных или сварочных работ с ее помощью можно надежно зафиксировать конструкцию. Такой инструмент способен заменить одного помощника и ускорить время проведения работ. А его подвижные элементы позволят соединить детали под необходимым наклоном и углом.
Изучив типы и варианты создания угловых струбцин, изготовить и собрать инструмент своими руками не составит большого труда. При этом вид конструкции следует выбирать в зависимости от требуемой прочности фиксации. Такое приспособление будет полезно и в домашнем хозяйстве, и в профессиональной деятельности.
Стоит ли покупать?
Ответ на этот вопрос может дать лишь мастер, выполняющий работы. Для начинающего сварщика, который только начал профессиональную карьеру данное приспособление способно существенно облегчить жизнь.
Если специалист работает преимущественно с цветными металлами, магнитный зажим, скорее всего, не пригодится.
У опытных работников имеется набор разнообразных фиксаторов на все случаи жизни, включая и данный прибор.
Стоимость устройства достаточно велика. При наличии знаний в области электротехники можно попытаться сделать его самому. Технология и процесс изготовления будет рассмотрен ниже.
Механизмы с магнитами
Выпускают для сварочных работ устройства с магнитами. Примером можно назвать различные угольники. Основное предназначение – правильное расположение листового материала при их соединении.
Механизмы с постоянным или электрическим магнитом выпускают в виде угольник и некоторых других распространенных форм. За счет воздействия магнита обеспечивается надежная фиксация заготовок относительно друг друга. При этом после завершения работы можно быстро снять конструкцию.
Сегодня при создании фиксаторов могут использовать различные магниты, как постоянные, так и электрические. Последние менее практичны, но обеспечивают оказание большего усилия на заготовки.

Рекомендуем:
 Чайный домик в стиле «Primitive»
Чайный домик в стиле «Primitive»
 Словесные часы на голландском языке
Словесные часы на голландском языке
 Огненный мачете постапокалипсиса
Огненный мачете постапокалипсиса
 20 крутых открыток на день рождения своими руками
20 крутых открыток на день рождения своими руками
 Как сделать собачью шлейку своими руками
Как сделать собачью шлейку своими руками
 Самодельный стул для бара из старой винной дубовой бочки
Самодельный стул для бара из старой винной дубовой бочки
 Насадка, превращающая дрель в мини токарный станок
Насадка, превращающая дрель в мини токарный станок
 Q-Snap своими руками
Q-Snap своими руками
 Ободок «Цветочный бант»
Ободок «Цветочный бант»
 Необычный блок питания
Необычный блок питания