Металлическая губка
В продаже нередко встречаются паяльники с рабочей частью, покрытой особыми защитными составами из нержавейки (такое покрытие называют «необгораемым»). Оно имеет толщину в несколько микрон, так что заточка и лужение наконечника совершенно недопустимы из-за возможности разрушения покрытия при сильном трении.
В этом случае используется простейший способ сухого лужения и очистки жала, реализуемый с помощью стальной губки.
Её пружинящие ячейки обеспечивают хорошую притирку жала и позволяют быстро залудить его рабочие поверхности. Этим способом можно пользоваться при подготовке паяльников, оснащённых керамическими и никелевыми наконечниками, а также имеющих очень тонкое жало.
Специальную стальную сетку можно поменять на обычную кухонную губку. Для очистки самой губки достаточно просто постучать сеточкой по столу, после чего все остатки припоя вывалятся низ неё. Стоимость этой чистящей принадлежности не превышает пятидесяти рублей, так что можно купить её сразу с запасом.
При любом из предложенных вариантов повреждение паяльника из-за сильного давления практически исключено.
Как лудить? Для чего это нужно
Таким способом уберегают материалы от окисления, действия щелочей и кислот. Такой процесс предполагает покрытие металла, нуждающегося в защите, небольшим слоем материала, имеющего больше возможностей противостоять окислению.

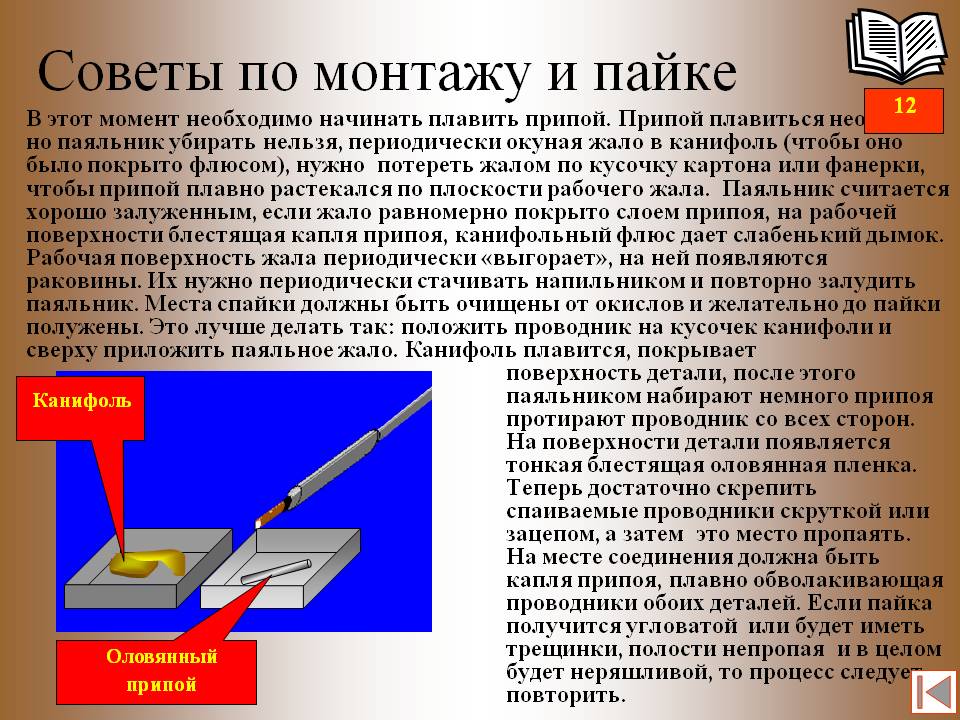
Сам процесс покрытия защищаемого материала оловом назвали лужением, оловяный слой – полудой.
Важно лудить качественно, в концовке получив плотный слой олова, который обеспечит нужную защиту для определенной поверхности.
После операций лужения производится электромонтажная пайка, которая включает в себя зачистку всех частей, нанесение флюса и, непосредственно, лужение.
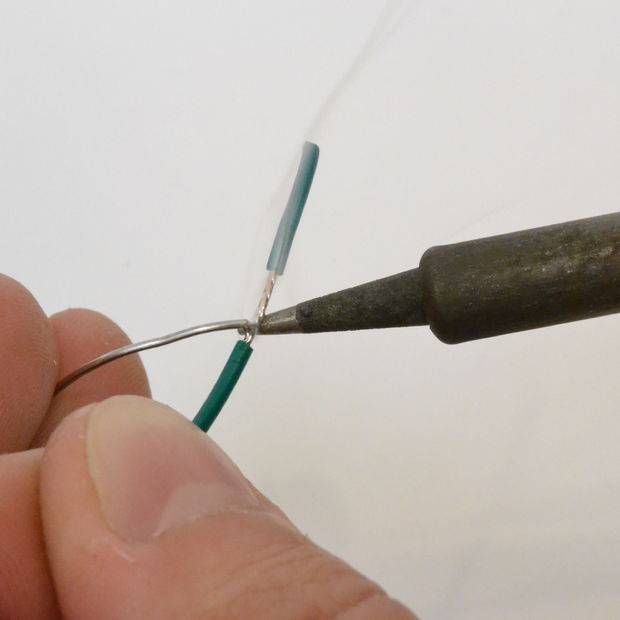
Сначала складываются те поверхности, которые необходимо спаять, на место пайки наносят флюс, затем это место хорошо прогревают, затем наносят припой.
Когда припой начинает растекаться, нагрев нужно убрать, дождаться, когда он полностью кристаллизуется и остынет.
Если есть остатки флюса, место пайки нуждается в тщательной промывке.
Плата с лужеными дорожками является удобной составляющей для дальнейшей сборки, и неважно, сколько времени она пролежит без дела. Пролуженные дорожки скрывают небольшие дефекты и повышают их токовую нагрузку
Но лужение таким паяльником не приносит особого удовольствия за счет появления небрежных натёков, игл, неровный слой полуды.

- Чтобы залудить мелкие железные детали, нужно «отправить» их в расплав, приготовив маленькую ванну со сплавом «Розе», разогретую на обычной плите на температуре не выше 120-140°С.
- Лужение начинается с захватывания щипцами с удлиненными ручками платы. Затем их протравляют 5%-ной соляной кислотой, пару секунд хорошо промывают в проточной воде. После этого надо погрузить плату в сам расплав на 2 секунды.
- Для таких работ требуется установка вытяжки и терморегулятора. Конечно, дома нет необходимости ставить такие оборудования. Здесь модернизация процесса может происходить за счет покупки более мощного паяльника и изготовить простой инструмент из подручных материалов.
Подготовка паяльника к работе
Практически все сейчас пользуются электрическими паяльниками. Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
Чтобы разобраться как правильно паять паяльником, надо хорошо представлять себе процесс в общем, затем углубляться в нюансы. Потому начнем с краткого описания последовательности действий.
Пайка подразумевает последовательность повторяющихся действий. Говорить будем о пайке проводов или радиотехнических деталей. Именно с ними приходится встречаться в хозяйстве чаще. Действия такие:
- Подготовка деталей к пайке.
- Обработка флюсом или лужение.
- Разогрев спаиваемых деталей до необходимых температур.
- Внесение в зону пайки припоя.
Она легко разрушается — достаточно потянуть провода в разные стороны или даже подковырнуть чем-то. Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
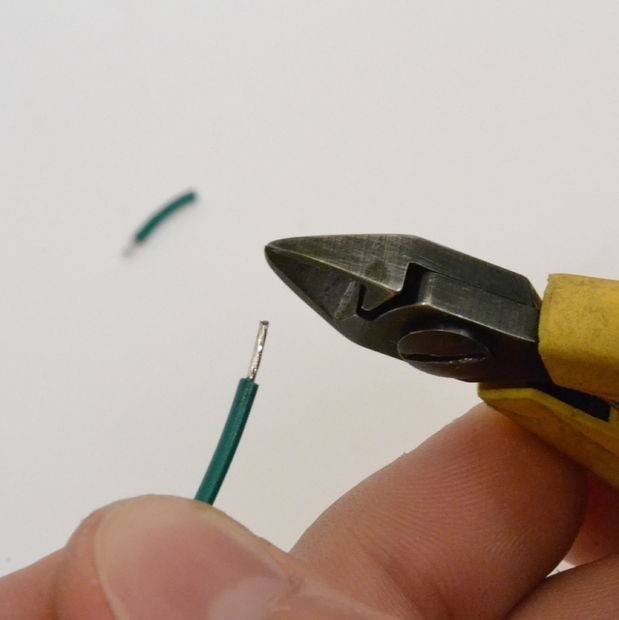
Сначала поговорим о том, как правильно паять паяльником провода. Для начала надо удалить изоляцию. Длина оголяемого участка может быть разной — если паять собираетесь проводку — силовые провода, оголяют 10-15 см. Если припаять надо малоточные проводники (те же наушники, например), длина оголяемого участка небольшая — 7-10 мм.
После снятия изоляции необходимо провода осмотреть. Если есть на них лак или оксидная пленка, ее надо удалить. У свежезачищенных проводов оксидной пленки обычно не бывает, а лак иногда присутствует (медь имеет не рыжий цвет, а коричневатый). Оксидную пленку и лак можно удалить несколькими способами:
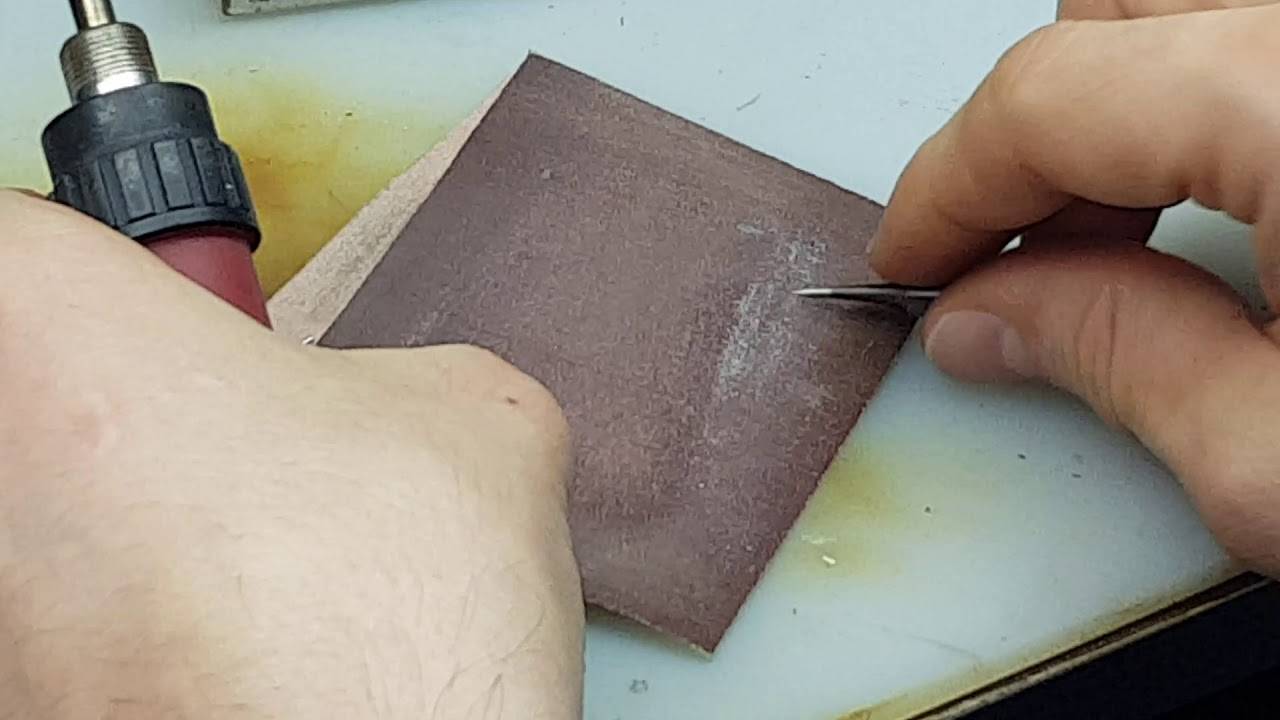
- Механически. Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.
- Химический способ. Оксиды хорошо растворяются спиртом, растворителями. Лаковое защитное покрытие снимается при помощи ацетилсалициловой кислоты (обычный аптечный аспирин). Провод кладут на таблетку, прогревают паяльником. Кислота разъедает лак.
Если припаять надо провод к какой-то металлической поверхности (например, провод заземления к контуру), процесс подготовки мало чем меняется. Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры 500-700 градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать
Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали. Для того чтобы минимизировать выделение карбидов добавляют титан или по завершении пайки проводят дополнительную термообработку. Под действием раскаленного припоя (тиноля) наклепанный нержавеющий материал может растрескиваться, поэтому пайка происходит после отжига, без использования нагрузок во время пайки.








Выбор припоя для нержавейки полностью зависит от таких характеристик: состава стали, условий пайки. Нужно заметить, что изделия, которые сделаны в коррозийных условиях, нужно паять с помощью серебряных тинолей, где в составе находится в небольшом количестве никель. Медь, серебряно марганцовые, а также хромоникелевые припои используются во время печной пайки в сухих условиях.
В роли флюса для обработки нержавейки сегодня чаще всего используют буру. Она наносится на соединение в форме порошка или пасты. Когда бура расплавляется, остальной металл постепенно нагревается до образования ярко-красного каления (850 градусов). При достижении этой температуры, в соединение вводится припой.
strannik_boxПытался я вести рукодельный ЖЖ, скажем так, обезличенно, но что-то надоело. Как от магазина, толку от него ровно ноль, давайте хоть общаться, что ли.Итак, с медью я вожусь уже больше года. Конечно, мечтаю о серебре, но пока медь и латунь моя суровая реальность. Не все получается, не все получалось сразу, и не обо всем можно найти информацию.
Как правильно залудить жало паяльника, руководство для пайки
Добрый день начинающие радиолюбители и радиотехники. Сегодня, в этой статье, я расскажу вам, про очень полезную и необходимую вещь, для качественной и надёжной пайки, радиодеталей и электронных схем.
Как правильно залудить жало паяльника, этот навык, пригодиться всем, без этого, просто невозможно грамотно и надёжно выполнять качественный монтаж радиоэлементов.
Для чего нужно лудить паяльник?
Во время монтажа и пайки, необходимо к ножке микросхемы или другого радиоэлемента, добавить некоторое количество олова. Бывают случаи, из-за плохо залуженного жала паяльника, олово ни как не хочет браться. Иногда оно берется в очень малом количестве, или просто берется маленькими шариками или кашей. Поэтому, нужно правильно залудить жало паяльников.

Нормального контакта ножки радиодетали с платой, без залужённого и прогретого паяльника, у вас не получится. Этих бед и неудобств, необходимо избегать и бороться с ними, сейчас я вам расскажу, как это сделать, последовательно, объясняю доступным языком и иллюстрирую всё это фотографиями.
Подготовка паяльника к лужению и работе
Допустим, у вас имеется паяльник, он либо новый только с магазина, либо ваш рабочий, но с пятнами перегрева и раковинами от температуры на жале. Вследствие этого, пайка электроники становиться не качественной и неудобной.
Для начала лужения паяльника, жало необходимо почистить или поправить с помощью специальных средств. Можно использовать напильник, только желательно мелкий, наждачную бумагу и надфиль из набора.
При отсутствии перечисленного инструмента, можно использовать любой абразивный предмет, хоть кирпич.
Снимаем окислы и гарь, если паяльник новый, стачиваем все заусенцы и сразу придаём форму жалу, которое нам необходимо или будет удобно. В конце процедуры, у вас должно получиться, чистое, гладкое и немного блестящее жала паяльника. Сейчас вы узнаете, как правильно залудить жало паяльника.
Приступаем к лужению жала паяльника
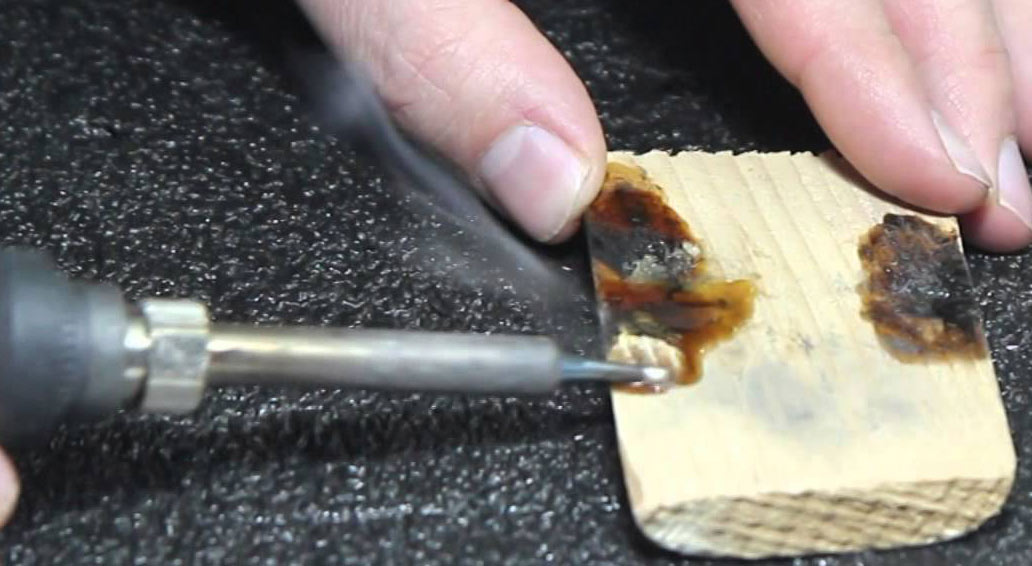
Для следующих действий, нам будет необходимо, сам паяльник, розетка для его подключения к сети 220 вольт 50 Герц, деревянная дощечка, припой и канифоль.

Включаем паяльник в сеть и ждём, когда паяльник начнёт нагреваться, это станет понятным, когда появится характерный запах гари, и сразу макаем его в канифоль и оставляем нагреваться.
Как только канифоль на жале паяльника начинает закипать, добавляем к нему кусочек олова или припоя. Как только кусочек припоя начал расплавляться, немедленно начинаем тереть его об деревянный брусок.
Продолжаем это трения до получения положительного результата. Когда по всей поверхности жала, его рабочей части, ту которую мы зачищали, не образуется тонкая плёнка припоя.
Возможно, это может не получиться с первого раза, повторите попытку, и всё получится.
Как правильно залудить жало нового паяльника
Если паяльник только куплен, с ним требуется провести те же самые действия, что с рабочим. Но предварительно, его необходимо как следует прогреть, чтобы спираль и сама рабочая часть паяльника обгорели от масла и прочего ненужного напыления.
После прогревания, следует дать ему остыть, и приступить к лужению паяльника.
Рекомендации по использованию паяльника
Со временем, паяльник часто перегревается, и на нём образуются раковины. Со временем она съедают медное жало. После этого его приходится заново, правильно лудить.
Чтобы избежать сей неприятности, всегда после работы, очищайте паяльник от остатков олова, канифоли и прочего материала, которого вы могли коснуться во время работы. Просто смахните остатки, сложенным листком, это продлит его жизнь.
Выполняя эту не хитрую процедуру, ванн не придется, часто лудить жало паяльника.
Почему припой не держится на паяльнике?
Этот вопрос возникает у многих новичков. Ведь почти у каждого начинающего пайщика был случай, когда все разогрето до нужной температуры, но нет ни какого взаимодействия между расходным материалом и инструментом. Иногда это проходит путем небольшой поправки параметров рабочего процесса, но порой нужно применять боле сложные методы.
Припой не держится на паяльнике
Первой и основной причиной, почему паяльник не берет припой, является недостаточное количество требуемого флюса. Именно это главная ошибка новичков. Флюс может вовсе отсутствовать, что легко исправляется его включением в рабочий процесс, и тогда какой бы высокой температура инструмента не была, он не сможет отделить часть расплавленного металла. Но может случиться, что флюс все же применяется, но его количества не хватает, чтобы припой остался на жале. Для этого нужно обильно смазать как само жало, так и припой. Для этого достаточно просто мокнуть разогретое жало в канифоль или другой подходящий флюс.



Более сложной проблемой является неправильный подбор дополнительных расходных материалов. Различные виды припоев для пайки требуют различных марок флюса, которые будут подходить им по составу. Здесь уже нужно смотреть, какой вариант больше подходит для конкретной используемой марки. В особенности это характерно для металлов, которые сложно поддаются спаиванию. Для них требуются специальные заводские флюсы, которые делаются под определенную марку припоя.
Еще одной причиной, почему не прилипает припой к паяльнику, является перегрев самого инструмента. Если он высокой мощности. К примеру на 25 Ватт, то очень часто такие модели перегреваются, если включены напрямую в электрическую сеть. Чтобы урегулировать это, требуется использовать подключение через диод с тумблером или регулятор. Тогда вязкость материала будет нормальной, чтобы он схватился с поверхностью наконечника. Также можно подобрать более слабые модели паяльника. Но это может привести к другой проблеме, описанной ниже.
Схожей проблемой, почему припой не липнет к паяльнику, является недостаточный нагрев. Когда паяльник слишком слабый или еще не успел прогреться, то он не сможет достичь нужного значения температуры, чтобы расплавить материал. Нужно знать, какая температура плавления припоя в конкретном случае, чтобы подобрать инструмент достаточной мощности, либо же дождаться, пока полностью прогреется имеющийся. Это также распространенная проблема в домашних условиях, где наблюдается ограниченность в техническом плане.
Очередной причиной почему припой не держится на паяльнике, является использование старого инструменты. Медь, из которой делается жало, со временем покрывается разнообразными окислами, хотя и не так сильно, как другие металлы. На ней даже может виднеться желтоватый налет, занимающий всю поверхность либо одну его часть. Это сильно ухудшает степень взаимодействия с другими материалами. Таким образом, даже при наличии нормальной температуры разогрева и достаточного количества флюса, процесс схватывания все равно может не выполняться. Чтобы исправить эту ситуацию, нужно зачистить поверхность инструмента механическим способом и при помощи растворителей. Обработка наждачной бумагой и каким-либо раствором, снимающим пленки и жировые покрытия, сможет вернуть паяльнику былое состояние. После этого его следует залудить и дать ему прогреться, после чего можно приступать к работе.
Метки: пайка
Комментарии 40
Сейчас кроме фена еще ИК нагреватели распространены) А фен вообще рулит)
и есть способ монтажа чип деталей на плате без паяльника и фена, в печи например, я экспериментировал и запаивал светодиодные кольца где 20 и более диодов с 6 ногами с помощью лампы, что витрины освещают, одним включением этой самой лампы в розетку и вуаля заводская пайка за 5 минут и без перегрева светодиодов,
я считаю что лучше паяльник отдельный от фена, у меня станция КАДА 858Д, 550ватт, нифига неэкономная, паяльник отдельно не работает, а фен отдельно можно включить,
у меня на столе 3 паяльника: — обычный ЭПСН-40 с керамическим нагревателем — для массивных вещей; — паяльник с жалом T-2.4D — самый рабочий; — включается по необходимости с нужным жалом (несколько тонких конусов-иглы для мелочей, «грязное» для работы с пластмассой). 2 и 3 паяльники — со станциями 852D и 702D. на первой (компрессорной) сопло тонкое, вторая (вентиляторная) — открытая. чаще работаю второй, т.к. при большой площади нагрева меньше деформация платы. есть нижний подогрев aoyue 853, платы паяю только на нём. даже если надо паяльником разъём подправить или электролит на материнке перекинуть, всё равно на 120-150 градусов на подогрев на несколько минут, потом паять. у всех воздушных паялок показометр температуры откалиброван, для каждой пайки ставлю необходимую температуру. флюс — EFD FluxPlus в шприце с тонкой насадкой. иногда для лучшего залуживания — активный ЛТИ-120 (если правильно помню, что было на давно слетевшей наклейке :)). жало чищу скальпелем (без фанатизма) и жёлтой губкой из комплекта паялки. если кончик выгорает, можно слегка надфилем подправить. как выгорает сильно, меняю на новое (сейчас проще купить их десяток на aliexpress).
так же, в работе постоянно использую микроскоп МБС-9 с самодельной подсветкой из трёх Cree-XPE светодиодов.
как-то так, если в общем
Виды припоев для ремонта кузова
- Существуют разные типы припоев. Для ремонта кузова чаще применяются мягкие (легкоплавкие) припои. Они продаются в виде стержней, длинной 45 см, разной толщины. В целом, они классифицируются как припои с содержанием свинца и без содержания свинца (lead free). Первый тип припоя применялся много лет из-за его лёгкости использования. Однако он был запрещён в некоторых странах для применения в массовом производстве, по причине вреда здоровью и окружающей среде. Однако, свинцовый припой, по-прежнему используется частными лицами и его можно встретить в продаже. Многие мастера предпочитают использовать именно свинцовый припой.
- На припое указывается соотношение его компонентов (олова, свинца). Традиционный припой для кузова состоит из 30% олова и 70% свинца. Может содержаться дополнительный компонент, к примеру, 74% свинца, 25% олова и 1% сурьмы. Свинец опасен для здоровья. Чтобы его применять, требуются средства защиты, и нужно учитывать меры безопасности. Однако его легче использовать. Он дольше остаётся мягким после нагрева (в диапазоне от 180 до 260 градусов по Цельсию). Это облегчает его нанесение и разравнивание. Этот припой легко наносится на вертикальные и горизонтальные поверхности. После затвердевания свинцового припоя, его не рекомендуется обрабатывать шлифовальной машинкой, так как образуется очень токсичная пыль. Так, его обычно обрабатывают специальным кузовным напильником, а на завершающей стадии бруском с крупнозернистой шлифовальной бумагой вручную. Если всё же применяете шлифовальную машинку, то нужно использовать только крупный абразив, чтобы не было взвеси из мелкой пыли. Остатки свинца после шлифования нужно сразу утилизировать.
 Припой с содержанием свинца (Pb 74%), олова (Sn 25%) и сурьмы (1%).
Припой с содержанием свинца (Pb 74%), олова (Sn 25%) и сурьмы (1%).
- Припой может иметь разное соотношение свинца и олова (70/30, 60/40 или 50/50). Припой с более низким содержанием свинца также используется при ремонте кузова, но имеет низкий диапазон пластичности (от 183?C до 188?C), поэтому его сложнее использовать. Припои с таким соотношением обычно применяют на горизонтальных поверхностях, так как они быстро становятся жидкими и могут стекать. Прилипание у всех свинцовых припоев примерно одинаковое и зависит от правильности подготовки поверхности.
- Как альтернатива припою со свинцом был разработан более безопасный припой без содержания свинца. Во всех припоях без содержания свинца, олово является главным компонентом. Другим компонентом может быть серебро, медь, индий или висмут. Большинство припоев без свинца имеют либо более высокую, либо более низкую точку плавления, чем у свинцового припоя. Для ремонта кузова наиболее распространён припой без свинца, состоящий из олова и серебра (94% олова и 6% серебра или 96% олова и 4% серебра). Он имеет более высокую стоимость. Припой без свинца примерно равен по характеристикам традиционному припою со свинцом с соотношением 50/50 (свинец/олово). Такой припой имеет более высокую точку плавления (221°C). После нагрева, он остаётся в мягком состоянии менее продолжительное время, чем свинцовый припой, что усложняет его выравнивание. При застывании получается более твёрдым и хрупким. Его сложнее обрабатывать напильником. Преимущество в том, что его можно обрабатывать шлифовальной машинкой, так как он не образует токсичной пыли. Хотя, не нужно забывать про респиратор. Дополнительным преимуществом припоя без свинца является более высокая прочность на разрыв.
- Припой, применяемый в электронике, обычно состоит из 60% олова и 40% свинца. Он может содержать флюс в центре. Флюс с канифолью, часто используемый с таким припоем, не способствует адгезии к стали, а флюс с кислотой может действовать хорошо. Такой припой лучше применять только для пайки маленьких отверстий, так как его диапазон пластичности очень маленький.
- Для работы с кузовами из алюминия используется другой тип припоя (с содержанием олова и цинка).
Тонкости проведения лужения проводов
Лужение проводов состоит из множества нюансов, которые становятся доступными с опытом. Далее представлены некоторые советы от профессионалов о том, как облегчить и улучшить процесс облуживания:
- Чтобы залудить провод большой длины, целесообразнее использовать тигель или печь.
- При выполнении пайки заводских деталей не нужно делать облуживание. Все контактные части уже очищены от примесей.
- Удалять слой лака с проводников мелкого сечения гораздо проще при помощи зажигалки. Достаточно обжечь контактную часть и удалить образовавшийся нагар.
- При работе с припоем рекомендуется использовать плоскую часть жала паяльника.
- Старые паяльники со временем разогреваются до больших температур. Это приводит к тому, что припой скатывается с жала в процессе пайки. Для исключения проблемы следует подключать прибор к электрической сети непосредственно перед выполнением облуживания.
Подготовка и уход за паяльником
Если на эту страничку попали те, кто уже умеет правильно паять, то информация Вам вряд ли пригодится, это мануал для новичков.
Радиоэлектроника для начинающих начинается с пайки. Это аксиома. Научиться паять довольно просто, как и в любом деле, нужна практика. Если паяльный набор готов, то пора приступить к подготовке инструмента.
Заточка жала паяльника.
Прежде чем паять необходимо подготовить новый паяльник к работе, а точнее, заточить жало под определённую форму и покрыть тонким слоем припоя.
Жало необходимо заточить напильником под углом в 30-40 градусов, так, чтобы получился клин. Острый край жала следует затупить, чтобы получился плоский край шириной около 1 мм. Обычно, у новых паяльников жало уже заточено клином, но оно покрыто слоем патины – зеленоватым окислом меди и кислорода. Этот окисел надо убрать напильником по металлу или мелкозернистой шкуркой.
Кроме «классической» клиновидной формы жалу можно придать и другую, всё зависит от того, что вы будете паять. Для пайки мелких деталей можно сделать его форму наподобие вытянутого конуса с шириной края 2 — 3 мм. Или же сделать пропил в краю, чтобы можно было одним касанием выпаивать SMD-резисторы.
Сразу после того, как заточили жало, нужно установить его в паяльник и залудить. Если не сделать этого, медная поверхность жала окислиться на воздухе и его придётся затачивать заново!
Залуживаем жало паяльника.
Далее необходимо залудить жало, т.е покрыть его тонким слоем припоя. Для этого включаем электрический паяльник в сеть и ждём, когда медный стержень прогреется до определённой температуры. Когда жало прогреется, это станет заметно по красноватому оттенку, медь станет красновато-оранжевого цвета. Затягивать прогрев не стоит, иначе жало обгорит. Как только жало приобретёт чуть красноватый оттенок, его необходимо прислонить к кусковой канифоли или смоле.
При этом будет обильное выделение дыма. Расплавленной канифолью покрываем всё жало. Далее расплавляем небольшой кусочек припоя так, чтобы он равномерно растёкся по поверхности. Можно потереть жало о деревянную дощечку, так припой лучше распределиться по медной поверхности.
Медное жало должно быть покрыто ровным слоем припоя. Если на поверхности остались непокрытые припоем участки, процесс лучше заново повторить.
Вот так происходит подготовка паяльника к работе. По мере необходимости процесс надо будет повторять, но делать это часто совсем необязательно.
Писал всё довольно подробно, чтобы новичкам было как можно легче.
Уход за паяльником.
Как и любой другой инструмент, паяльник требует ухода. Время от времени жало у паяльника выгорает, на нём появляются рытвины и неровности. Устраняется выгорание затачиванием жала и его лужением





Также следует обратить внимание на то, что при длительном использовании стержень покрывается окалиной, что препятствует быстрому прогреву
Почему жало паяльника выгорает? Дело в том, что при нагреве медь частично растворяется в припое, а сам край жала подвергается пусть и небольшому, но механическому воздействию. Также стоит понимать, что когда паяльник не используется, жало сильно разогревается и это способствует окислению меди. Поэтому при холостом простое рекомендуют либо выключить паяльник, либо уменьшить температуру. У обычного электрического паяльника типа ЭПСН температурной регулировки нет, поэтому при простое его лучше выключить.
Окалину удаляют следующим образом.
Пассатижами вытаскивают медный стержень из паяльника. Убирают окалину со стержня с помощью мелкозернистой шкурки. Можно покрыть стержень небольшим слоем графита, потерев его о грифель обычного карандаша. Это предотвратит быстрое образование окалины в будущем. Лёгким постукиванием по нагревательному элементу паяльника добиться извлечения окалины из нагревательного элемента, где был установлен медный стержень. Устанавливают медный стержень на прежнее место.
Следует время от времени проверять состояние изоляции электрического паяльника. Для этого замеряют сопротивление между сетевой вилкой паяльника и жалом. О том, как измерять сопротивление я уже рассказывал. На омметре следует выставить мегаомный предел измерения (1 — 10Мом). Помните, что касаться руками металлических щупов мультиметра при замере сопротивления нельзя. Иначе, прибор покажет общее сопротивление Вашего тела и замеряемой цепи. Прибор должен показать бесконечно большое сопротивление. Это будет свидетельством добротной изоляции между жалом паяльника и электрической сетью.
Для тех, кто уже обзавёлся паяльной станцией, подойдут сменные жала 900М из меди. Они также требуют подготовки перед работой.
Используемые для покрытия жала материалы и их особенности
Прежде, чем начинать рассматривать, как очистить жало паяльника, следует сказать пару слов о том, из чего они сделаны. В качестве основных материалов используются:
- Медь. Традиционный материал, обладающий хорошей проводимостью. Именно из меди делались первые жала для паяльников. Этот металл находится и в их сердцевине, и по краям. Широко используется она и сейчас. Негативное свойство жал из меди — их высокий износ. Этот материал относительно быстро выгорает и может растворяться в припое.
- Никель. Добавление этого металла используется для придания повышенной прочности готовым изделиям. Он отличаются устойчивостью к химическому воздействию, благодаря чему используются жала с никелевым покрытием долго. Но и они имеют недостаток — невысокий показатель адгезии. Из-за этого никелевый наконечник плохо удерживает припой. А саму пайку приходится проводить, подавая расходник к месту обработки, предварительно прогретому с помощью жала.
- Серебро. Адгезия этого материала выше всяких похвал. Но такое покрытие обладает невысокой теплопроводимостью. Дополнительно, серебро обладает высокой стоимостью и может растворяться в припое. Очень быстро покрытие сходит и обнажает медную основу.
- Керамика. Прочный и не подверженный коррозии вариант. Но по теплоемкости керамический паяльник существенно уступает аналогичному изделию из меди.
- Латунь. Износоустойчивое изделие, не обгорает, обладает хорошей теплопроводимостью и мало подвержено окислению. Но отличается пониженной стойкостью к получению механических повреждений.
Для каждого варианта ответ на вопрос, как чистить паяльник, будет отличаться. Не всегда различия будут сильными, но игнорировать их все равно нельзя.
Зачем чистить жало паяльника
Пример жала в плохом состоянии Независимо от материала изготовления, формы самого инструмента и частоты использования, прибор обязательно следует очищать перед началом работы. Делается это для снятия нагара, возникающего вследствие разложения флюса и припоя под влиянием высоких температур. Особенную разрушающую роль играет взаимное проникновение меди и олова.
Загрязнение поверхности усложняет процесс работы и уменьшает его эффективность. Дополнительные аксессуары, как оловоотсос, могут отсрочить этот момент. Но рано или поздно, чисткой придётся заняться.
Неважно, что используется — инструмент в минимальной комплектации или домашняя паяльная станция. Оксиды разрушают нагреватель, требуется своевременно от них избавляться, чтобы минимизировать вред

Рекомендуем:
 Шарик на елку
Шарик на елку
 Индикатор межвитковых замыканий ротора
Индикатор межвитковых замыканий ротора
 Как красиво нарезать ананас
Как красиво нарезать ананас
 Как горячей трубой изогнуть деревянные заготовки
Как горячей трубой изогнуть деревянные заготовки
 Ободок «Цветочный бант»
Ободок «Цветочный бант»
 Творожный сыр в домашних условиях
Творожный сыр в домашних условиях
 Необычный блок питания
Необычный блок питания
 Пару вопросов по физике (магнетизм и жидкости)
Пару вопросов по физике (магнетизм и жидкости)
 Зажима для волос «Полевые цветы»
Зажима для волос «Полевые цветы»
 Джокер в эпоксидной смоле — уникальный ночник
Джокер в эпоксидной смоле — уникальный ночник