Главные правила
Основные причины дефектов изгибания труб – неправильный (чаще – слишком малый) радиус изгиба и короткий технологический хвостовик («хвост»), расстояние от ближайшего к изгибу конца трубы до его начала. «Хвост» нужен не только для надежного закрепления трубы, «хвост» еще и поглотитель отдачи технологических напряжений. Совершенно правильный трубогиб может дать волну или брак (паразитный изгиб).
Правила выбора радиуса изгиба трубы RИЗГ и длины технологического хвостовика L сведены в табл.:
«Хвост» нужен в начале изгиба, т.е. труба заправляется в трубогиб с некоторым избытком на выходе. Значения RИЗГ рассчитаны на бездефектное сгибание. Если же допустимые дефекты (см. выше) приемлемы, то RИЗГ можно уменьшить на ступень след. образом:
- Если разница реального и ближайших табличных значение поперечника трубы П более 10%, значения исходных расчетных величин вычисляем интерполяцией. В противном случае – берем ближайшее.
- Приводят табличный RИЗГ к относительной величине rИЗГ, т.е. выражают его в диаметрах трубы D или ее высотах H.
- Для труб диаметром до 10 мм из rИЗГ вычитают 1.
- Для труб диаметром от 11 до 15 мм из rИЗГ вычитают 0,85.
- Для труб диаметром от 16 до 24 мм из rИЗГ вычитают 0,75.
- Для труб диаметром от 25 до 40 мм из rИЗГ вычитают 0,65.
- Для труб диаметром более 40 мм из rИЗГ вычитают 0,5.
- Переводят относительный rИЗГ обратно в численный (миллиметровый) RИЗГ.
- От полученного значения RИЗГ берут ближайшее практически удобное большее.
Пример: нужно выгнуть из стальной трубы 24х24х1,5, т.е. уже относящейся к тонкостенным, сложные полуарки для цветочного домика или шалаша. Строение нежилое, легкое, сложная полуарка несущей конструкцией не является (см. далее), т.е. «водопроводно-бытовые» волна и тянучка приемлемы. Берем данные для трубы H=25. По табл. находим rИЗГ = RИЗГ/H = 80 мм/25 мм = 3,2. Вычитаем поправку (для трубы H=25!): 3,2 – 0,65 = 2,55. Переводим обратно в миллиметры (снова по табличному H=25!): 2,55х25 = 63,75 мм. Т.е., если взять новый радиус изгиба 65 мм вместо «бездефектного» 80, то подбор гибочного приспособления и работа упростятся, возможности художественного выражения формой строения увеличатся, а видимых в готовом строении и/или опасных дефектов не будет.
Просто – радиус
Конкретный трубогиб разрабатывается под радиус изгиба в определенных пределах. Но для выбора прототипа конструкции сразу нужно знать только его очень обобщенное значение:
- на малые радиусы RИЗГ<5D (или 5H);
- на средние радиусы 5ИЗГ<20 D или H;
- на большие радиусы 20D(H)ИЗГ;
Вам может понравиться
Комментарии ВК:
Имя *
Комментарий
- https://derevyannie-doma.com/tehnologii/trubogib-svoimi-rukami-chertezhi-kak-sdelat-ruchnoy-trubogib-dlya-profil-noy-truby.html
- http://obustroen.ru/instrumenty-i-oborudovanie/ruchnoy-istrument/slesarno-montaghnyy/trubogib-svoimi-rukami-chertezhi.html
- https://prorab.guru/insrtrument/trubogib-dlya-profilnyih-trub-svoimi-rukami.html
- http://obinstrumente.ru/ruchnoj-instrument/trubogib-dlya-profilnoj-truby-svoimi-rukami.html
- https://stroychik.ru/tools/trubogib-dlya-profilnoj-truby-svoimi-rukami
- http://sdelajrukami.ru/trubogib-svoimi-rukami/
- https://v-teplo.ru/trubogib-dlya-profilnyih-trub-svoimi-rukami.html
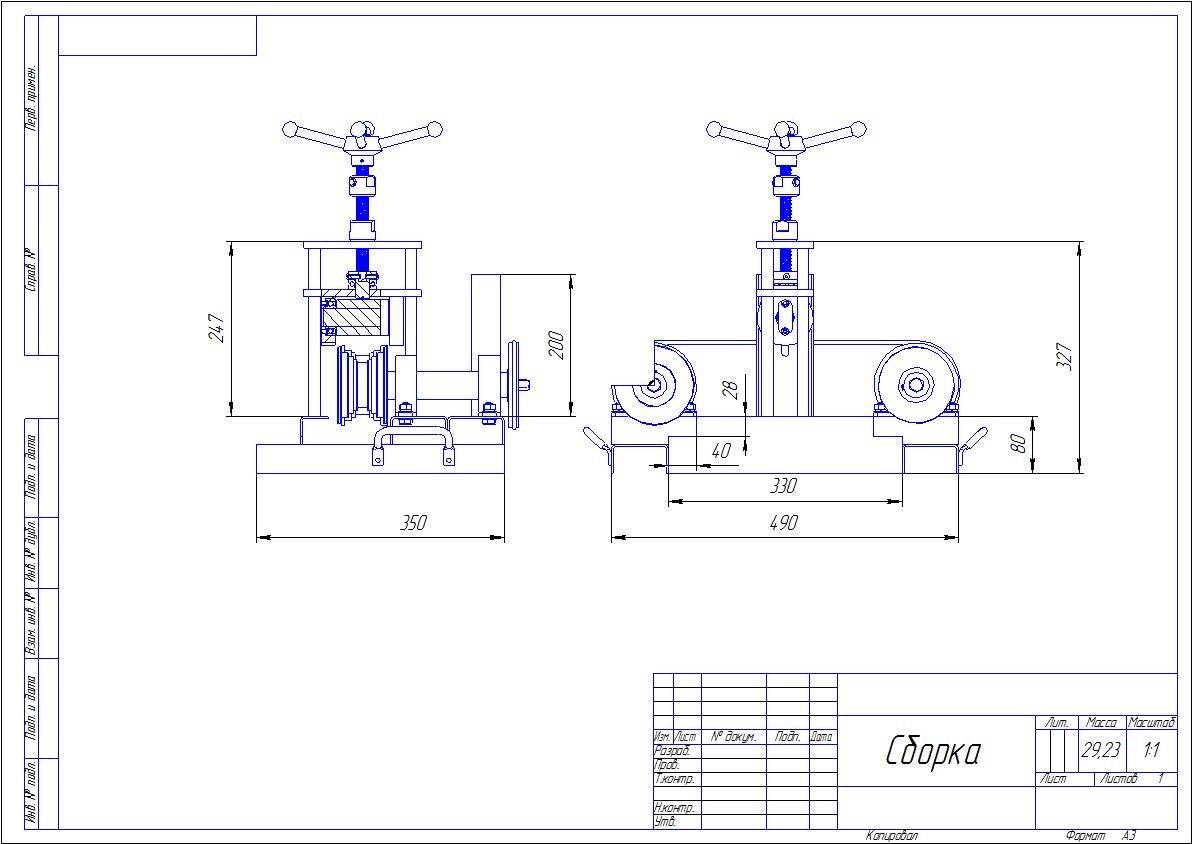
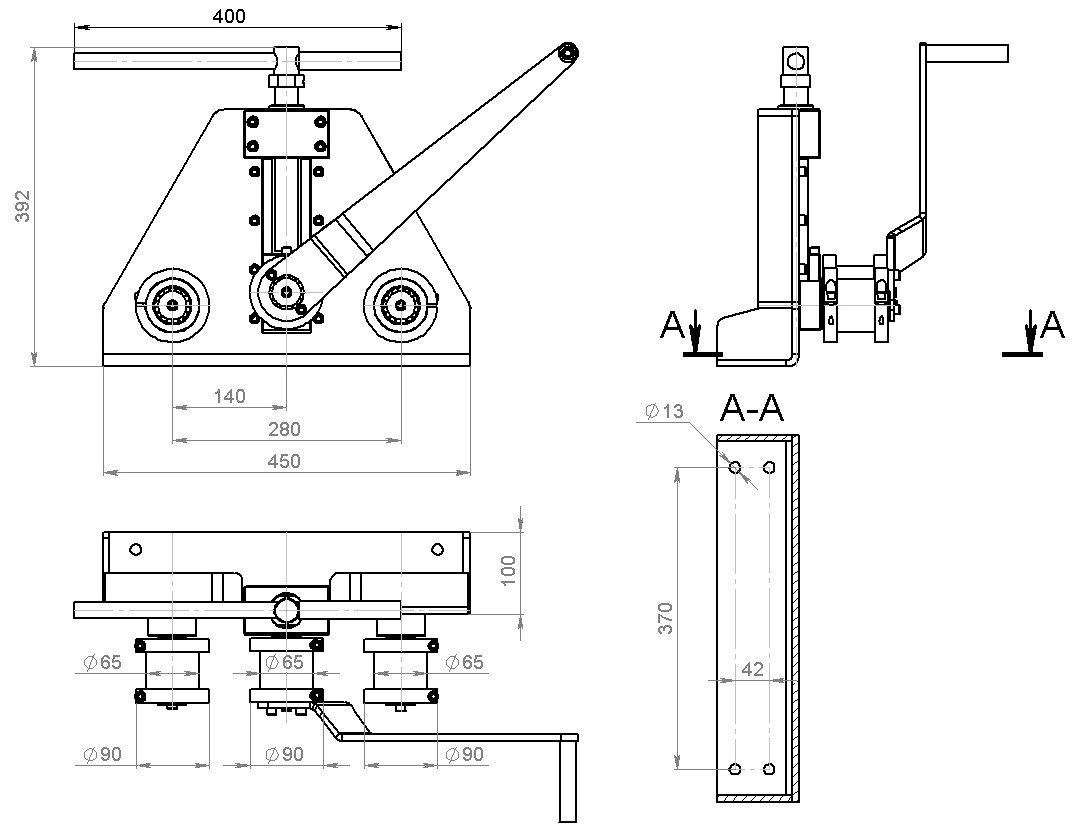
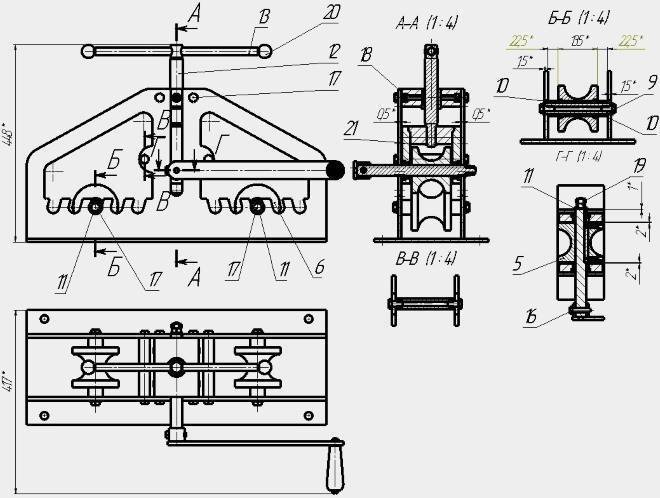
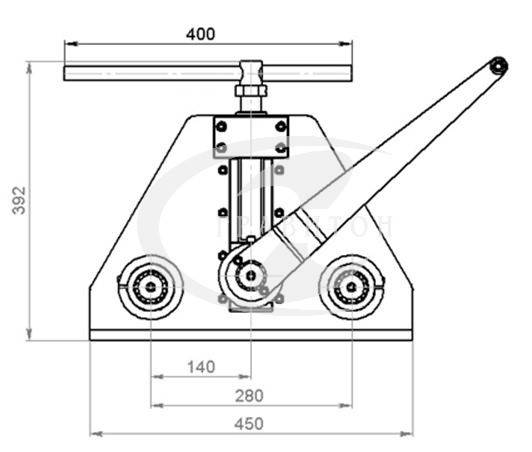
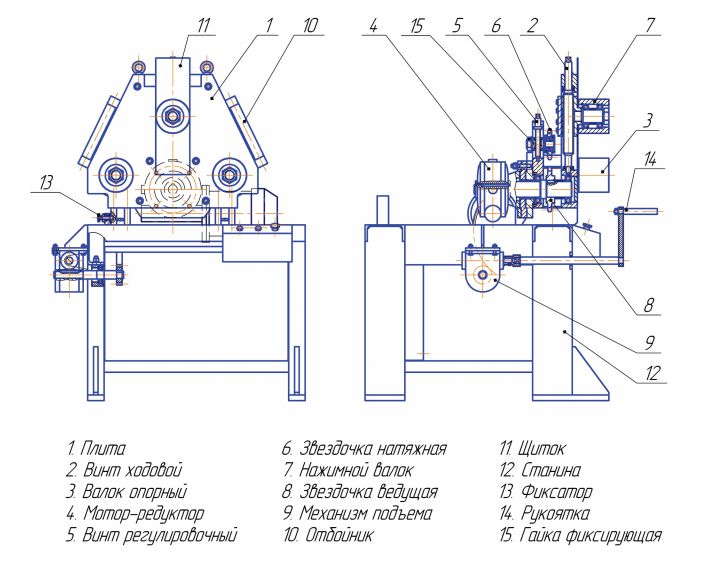
Конструкция профилегиба
Станок для гибки профильной трубы конструктивно отличается от обычного. Это связано во-первых, с большей устойчивостью профиля к изгибающим нагрузкам, а во-вторых, с тем, что радиус изгиба требуется обычно большой. Потому в конструкции присутствуют три ролика. Два из них установлены стационарно, один остается подвижным. При помощи подвижного ролика и изменяется радиус кривизны. Вообще трубогиб для профильной трубы есть двух видов: со средним подвижным роликом и с крайним (правый или левый — по желанию).
Трубогиб для профильной трубы своими руками можно сделать разных размеров
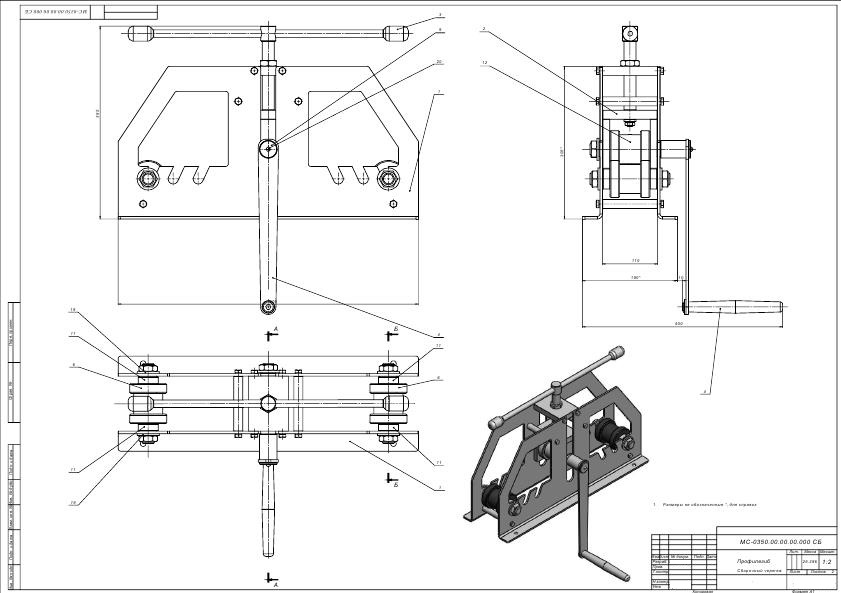
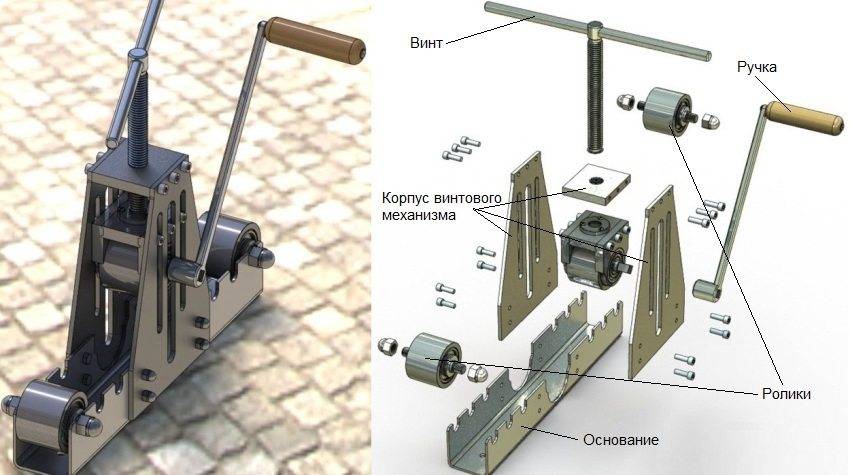
Устройство трубогиба со средним подвижным роликом
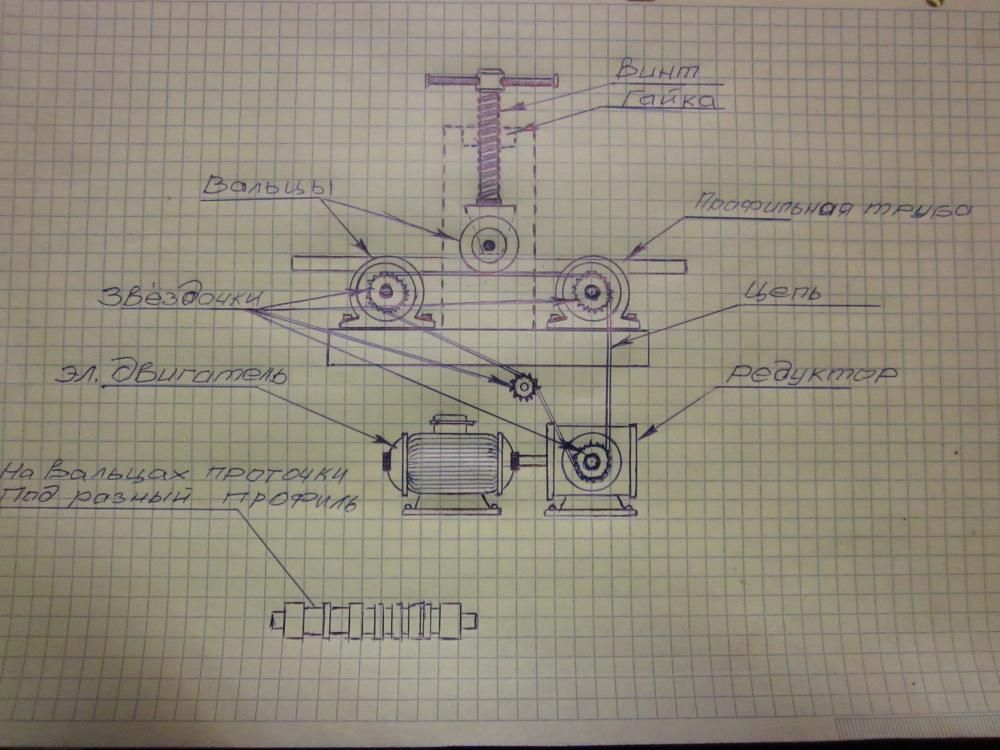
Два крайних ролика крепятся на корпусе неподвижно. Они приподняты над плоскостью основания. Для среднего ролика варится специальная П-образная станина. В середине ее перемычки устанавливается длинный прижимной винт большого диаметра. К нижнему концу этого винта крепится третий валик (можно приварить). Вращая этот винт валик опускается и поднимается, изменяя радиус изгиба профильной трубы.
Конструкция трубогиба для профильной трубы с подвижным средним роликом
К одному из неподвижных роликов приваривается тучка, при помощи которой труба прокатывается через станок. Чтобы для прокатки можно было прилагать меньшие усилия, два неподвижных валика соединяются при помощи цепи. Для эффективной передачи крутящего момента к валикам приваривают звездочки (можно от велосипеда), к ним подбирают цепь. Такой простейший механизм делает гибку профильной трубы намного проще.
С крайним подвижным валиком
В данной конструкции подвижным делают правый или левый ролик. Он двигается вместе с частью основания. Эта часть соединяется с остальной станиной при помощи мощных металлических петель.
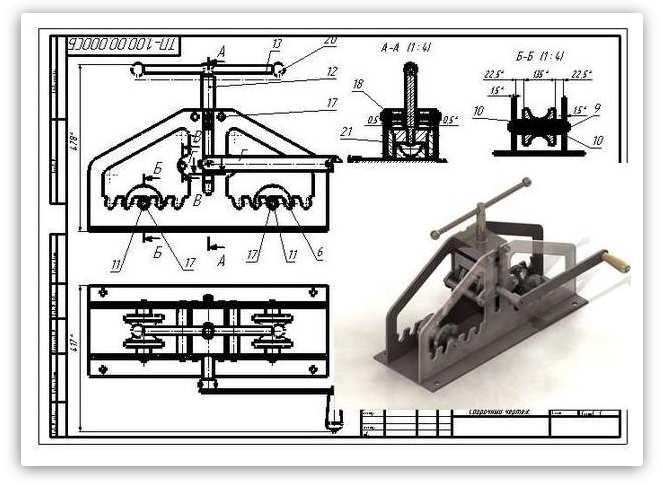
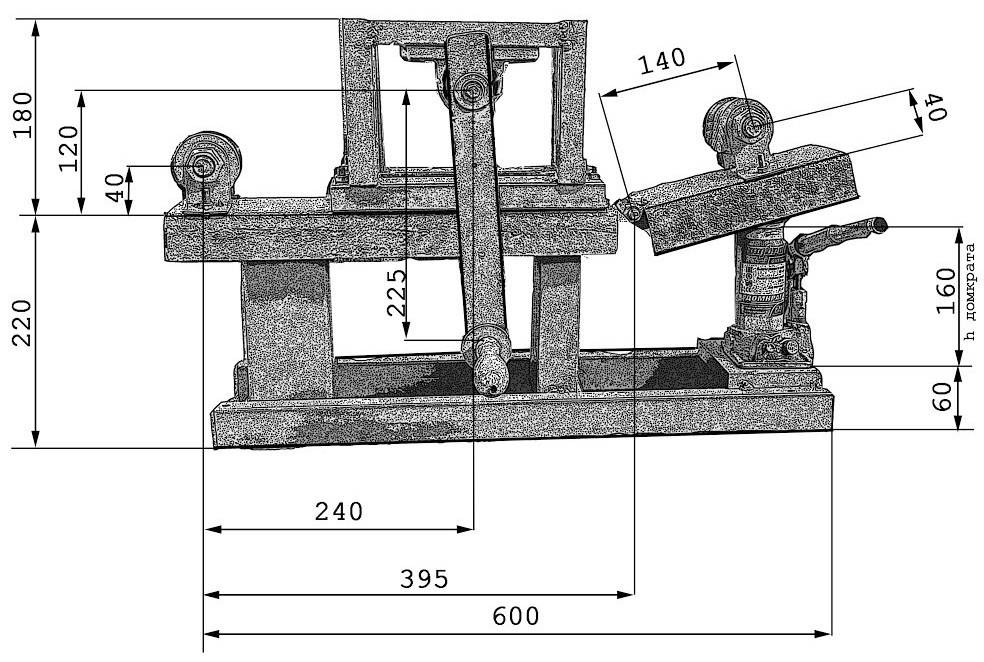
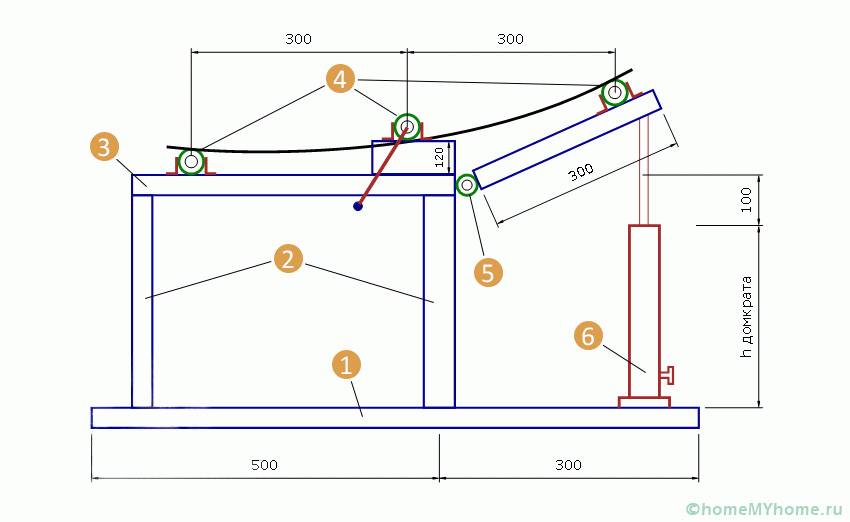
Чертеж гибочного станка для профильной трубы с подъемной платформой
Изменять высоту можно при помощи домкрата, как показано на чертеже. Высота платформы в этом случае выбирается в зависимости от высоты домкрата. Радиус изгиба изменяется подъемом подвижной части стола.
Трубогиб для профильной трубы с подъемной площадкой
В отличие от предыдущей конструкции этот трубогиб для профильной трубы приводится в движение от центрального валика — к нему приваривают ручку. Для уменьшения требуемого усилия можно также приварить звездочку к двум неподвижным валикам и передавать крутящий момент при помощи цепи.
Как согнуть профильную трубу без станка
Получить дугу из профильной трубы без профилегиба можно двумя способами — используя сварку и шаблон. Начнем со сварки.
Получить дугу при помощи сварки
Профильную трубу надрезают болгаркой с одной стороны. Делают их через 15-30 см в зависимости от требуемого радиуса, сечения и толщины стенки. Надрезы не должны задевать одну сторону — ту, которая будет снаружи.
Результат изгиба при помощи сварки
Подготовленную таким образом запчасть изгибают, придавая нужный изгиб. Для надежности края дуги можно зафиксировать, приварив к ним прут. Затем сваркой проходят по всем надрезам, заваривая их. И последний этап — шлифовка мест сварки и обработка антикоррозионными составами.
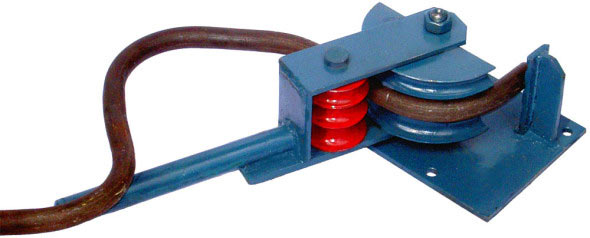
Гидравлический трубогиб
Работает на основе гидравлического привода, формирующего требуемое усилие. Подойдёт любой домкрат для автомобиля. Для монтажа рамы используются швеллеры. Гибка производится на двух упорах, смонтированных строго симметрично. Можно сделать инструмент с возможностью регулировки положения упоров.
На шток домкрата монтируется сменная оснастка. Профиль последний должен совпадать с диаметром дуги наружного сечения трубы. Чем больше дистанция между упорами рамы, тем шире выходит изгиб.
![]()
![]()
Если планируется гибка деталей большого сечения, их лучше фиксировать болтами. Это позволит избежать риска травмирования, если заготовка соскочит с инструмента.
Виды механизмов для сгибания труб
Приспособления, позволяющие согнуть стальную трубу на определенный радиус, подразделяются по следующим признакам:
- Мобильность. Трубогибы могут быть стационарными и переносными.
- Тип привода. В зависимости от этого признака выделяют ручные, электрические, гидравлические и электрогидравлические устройства.
- Способ воздействия. Трубное изделие сгибают под воздействием обкатки, намотки, прокатки и штока.
Перед тем, как изготовить трубогиб в домашних условиях, нужно понять, как устройство воздействует на заготовку, и ознакомиться с каждым процессом отдельно.
Обкатка
Такой способ подразумевает выполнение следующих действий: один конец трубного изделия прижимают к неподвижному шаблону и посредством прижимных роликов обкатывают трубу вокруг него.
Намотка
В устройстве такого типа предусмотрен подвижный шаблон. На него выполняется непосредственная намотка трубы, которая проходит между шаблоном и специальным упором, располагающимся в начале сгиба.
Трубогиб арбалетного типа
Такое устройство оснащено двумя неподвижными роликами и шаблоном, закрепленным на подвижном штоке. При давлении штока на середину определенного участка происходит сгибание трубы.
Прокатка
Конструкция сделана на основе двух опорных и одного центрального ролика. Такое трехвалковый механизм способствует получению необходимого радиуса при сгибании в результате нажима на трубу центрального ролика, положением которого определяется радиус изгиба. Это дает возможность назвать трубогиб этого типа универсальным, так как все остальные виды сгибают трубу по определенному шаблону.
Трубогиб, работающий по принципу намотки, сделать в бытовых условиях довольно сложно, поэтому выпуском таких механизмов занимаются промышленные предприятия. В случае использования арбалетного трубогиба стоит помнить, что воздействие штока на трубное изделие может стать причиной разрыва материала. Следовательно, указанные механизмы не подходят для изгиба изделий с более тонкими стенками. Прокатное устройство не имеет существенных недостатков, его используют при заводском изготовлении отводов.
Конструкция станка для сгибания трубных изделий самостоятельного изготовления может быть разнообразной. Выбирать нужное устройство следует в соответствии с необходимым радиусом сгибания
Кроме того стоит изучить рекомендации по выбору устройства, а также принять во внимание основные параметры используемых труб: диаметральное сечение и толщина стенки
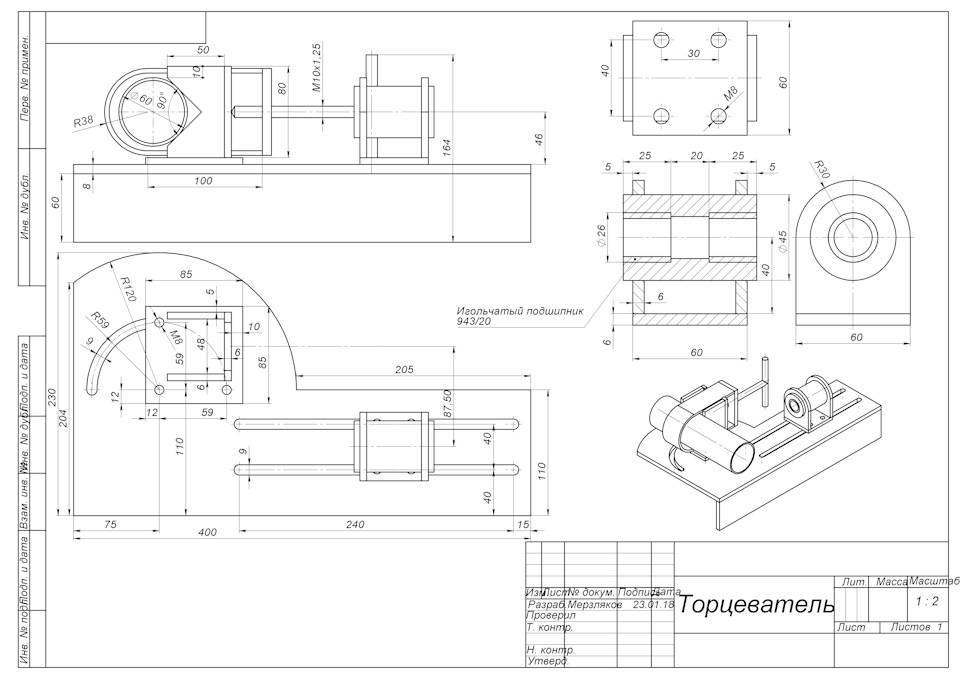
Как сделать ручной профилегиб с обкатным роликом.
Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки.Гибка профильной трубы методом обкатки.


Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
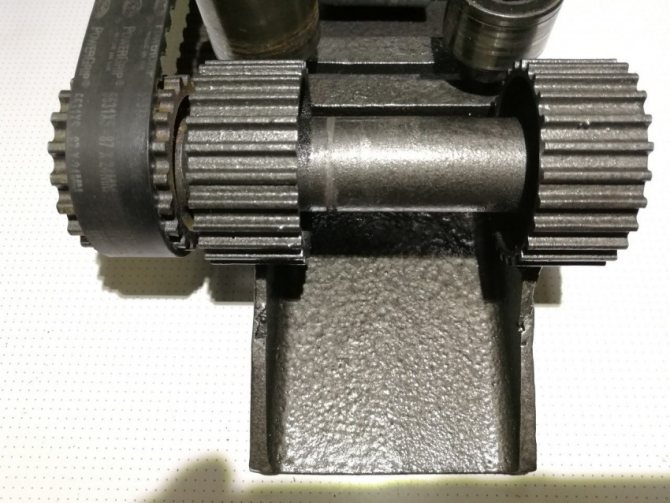
Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.

Профилегиб с переставными роликами.
Трубогиб для гибки профильной трубы.
Профилегиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.
Каркас профилегиба.
Профилегиб сделанный с подшипниками в корпусе.
Изготовление ручного трубогиба на роликовом механизме
Как сделать трубогиб своими руками в домашних условиях – пошаговая инструкция:
Сделайте 2 отверстия диаметром 12,7 мм и 17,78 мм с интервалом в 80 см (или другим, исходя из вашего чертежа). В станине выполнение отверстие на 19,05 мм. В него вмонтируйте соответствующий болт и зафиксируйте сваркой.

Из пластинок 15х6 см, болта 12,7 мм, малого ролика и полоски стали 35х60 см сварите П-образную деталь. Предварительно смонтируйте ролик посредством болта в ранее подготовленные отверстия. Болт приварите к пластинкам. В итоге вы получите изделие, напоминающее рогатину.
-
Вентилятор своими руками: как сделать самодельный мощный вентилятор. Основные параметры и свойства вентиляторов (130 фото)
- Зачем нужна охранная сигнализация, какие функции она выполняет
-
Как выбрать зимнюю спецодежду, и не ошибиться — рекомендации от профи

К основе собранной детали приварите трубку, выполняющую функцию ручки. Планку трубной опоры приварите к основе всего изделия. Между планкой и главным болтом должно быть расстояние равное радиусу основного ролика (который имеет больший размер по вашему чертежу) с добавлением 12,7 мм.

В нижней части основания приварите полоску 15х6 см, посредством которой конструкция закрепляется в тисках. В деталь-рогатину смонтируйте основной ролик. Последний наденьте на основной болт и зафиксируйте гайкой. Зафиксируйте устройство в тисках и протестируйте в действии.
Простой трубогиб для обычных труб своими руками
Для сборки несложного трубогиба своими руками потребуется лишь то, что можно отыскать на любом дачном участке. Если говорить конкретнее, то вам понадобится:
- деревянный щит;
- два небольших бруска;
- большие крюки;
- несколько прочных досок.

Нарисуйте на готовом щите полукруг, согласно которому будет сгибаться труба. Если агрегат будет применяться несколько раз, нарисуйте сразу пару-тройку полукругов. Далее прибейте снизу вертикально бруски или доски (те способны помочь с заведением трубы и фиксацией ее концов). После этого закрепите вдоль полукруга большие крюки. Этот агрегат достаточно удобен, но его минус в том, что крюки придется каждый раз перевешивать, чтобы получать различные углы изгиба.

Сооружение домкратного трубогиба
Сварите уголки вертикально на стание. В швеллерах выполните отверстия под установку роликов.
![]()
На уголки приварите швеллеры (2 уголка – 1 швеллер). Расположите швеллеры платформами друг к другу. Интервал между деталями должен соответствовать длине роликов. Смонтируйте ролики в подготовленные отверстия и зафиксируйте болтами.
![]()
Смонтируйте на домкрат оснастку в форме полукруга и разместите его в центральной части основания между швеллерными конструкциями.
![]()
Далее укладывайте трубу в нижней части роликов и посредством домкрата прижимайте ее. По мере прижимания труба будет изгибаться в необходимом положении.


![]()
Альтернативные способы сгибания труб
Иногда возникает необходимость срочно согнуть профильную трубу, а времени или необходимых материалов для того, чтобы сделать ручной трубогиб, нет.
В таком случае выручат следующие нестандартные способы:
- С помощью болгарки и сварочного аппарата.
- С помощью пружины и паяльной лампы.
Теперь более подробно расскажем принцип применения каждого из них.
Далее можно согнуть трубу, воспользовавшись деревянной основой нужного размера. После получения желаемой формы, пропилы прочно и надежно завариваются. Следует учесть, что данный вариант больше подойдет для единичных случаев. Для больших объемов работ куда более предпочтительно будет обзавестись механическим трубогибом.
Второй способ также может использоваться для придания желаемого изгиба профильной трубе. Для этого понадобится стальная проволока с сечением 1 – 4 мм, которую следует завить в пружину квадратной формы. Причем длина каждой стороны пружины, чтобы она смогла свободно поместиться внутрь, должна быть чуть меньше внутреннего диаметра трубы.
Затем следует поместить пружину в трубу на необходимое расстояние, аккуратно разогреть данный отрезок паяльной лампой и с помощью шаблона подходящего размера придать желаемый изгиб. Вместо пружины можно взять, например, песок. И, засыпав его в трубу, действовать по вышеуказанному алгоритму.
Теперь, зная механизмы действия и основные схемы сборки простых, но эффективных моделей универсальных трубогибов, можно приступать к их созданию. Ведь собранный самостоятельно, он поможет сделать не только самые простые конструкции. Благодаря ему можно смело осваивать создание новых объектов на собственном участке, которые могут стать достойным украшением и воплощением мастерских задумок.
Самодельный трубогиб для профильной трубы: устройство и нюансы изготовления
Необходимость в надежном и простом устройстве для гнутья профильных труб возникает, когда домашний мастер начинает серьезно заниматься с металлом. Каркас для беседки, навес для автомобиля, садовая скамейка, верстак…
Эти и многие другие конструкции получаются прочными и красивыми, если профильный металл для них аккуратно согнут на специальном профилегибе.
Покупке готового станка всегда есть экономичная альтернатива, поскольку сделать трубогиб для профильной трубы своими руками можно в домашней мастерской. Перед тем, как в тисках будет зажата первая заготовка, мы предлагаем вам познакомиться с принципом работы и существующими разновидностями самодельных трубогибов.
Как работает трубогиб?
Принцип действия данного приспособления прост: между тремя опорными валами помещают профильную трубу. Центральный вал создает давление, сгибающее металл под нужным углом.
Для загиба трубы на одном локальном участке используют точечный станок.
Если нужно получить арочный профиль, то применяют прокатный гибочный станок, совмещающий загиб металла с протяжкой.
Разновидности трубогибных станков
В зависимости от привода, передающего усилие на профильный металл, различают три разновидности трубогибов:
- механические (давление создается вручную с помощью центрального винта или рычага);
- гидравлические (используется гидравлический домкрат);
- электрические (сгибающее усилие создает электродвигатель);
- электрогидравлические (гидроцилиндр приводится в действие электродвигателем).
Следует отметить, что прокатный трубогиб с ручной протяжкой профиля рассчитан на трубу небольшого сечения (максимум 40х40 мм). Крупный профиль протянуть вручную невозможно. Для его сгибания используют мощные станки с электрическим протяжным механизмом.
Видео про устройство станка с электродвигателем:
https://youtube.com/watch?v=5AzZBrsIabs
Как сделать гибочный станок своими руками?
Основной принцип, которым нужно руководствоваться при разработке чертежа самодельного трубогиба – максимальная простота конструкции и надежность.
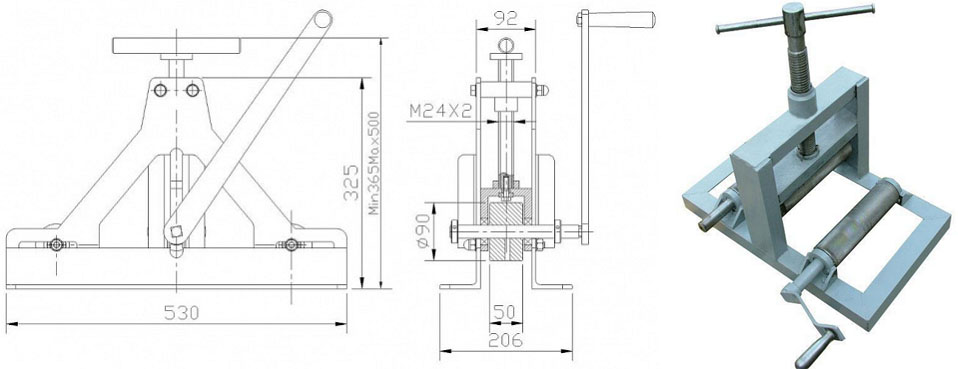
Вариант 1
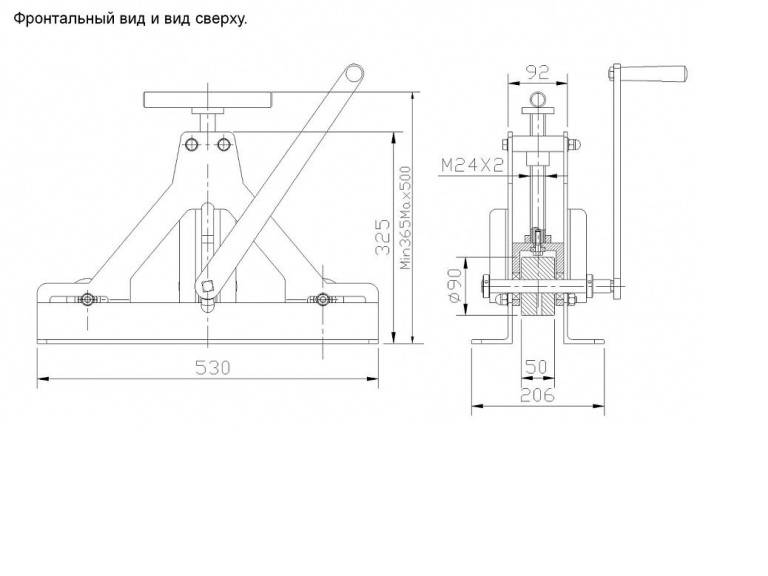
Станок для точечного гнутья можно собрать из двух кусков швеллера, четырех уголков и двух обрезков пальцев от тракторных гусениц.
Сгибание трубы в нем выполняет стандартный гидравлический домкрат усилием не менее 5 тонн. На его рабочий шток устанавливается стальной «башмак». Его можно заказать у токаря или сделать самому из старого шкива, ширина «ручейка» у которого равна ширине профильной трубы. Отрезав половинку от шкива и высверлив в нем посадочное гнездо для штока домкрата, получают гидравлический приводной механизм.
Станина самодельного устройства состоит из четырех уголков (полка 60-80 мм), приваренных к стальной плите. К верхним торцам уголков параллельно приваривают два швеллера. В их стенках симметрично высверливают отверстия для регулирования угла загиба заготовки.
В рабочее положение ручной станок для гибки профильной трубы приводится очень просто:
- В отверстия на швеллере вставляют два стальных пальца и насаживают на них ролики-упоры.
- Домкрат с башмаком поднимают так, чтобы между ним и упорами прошла профильная труба.
- Установив трубу, работают ручкой домкрата, создавая изгибающее усилие.
Видео сборки и работы точечного трубогиба:
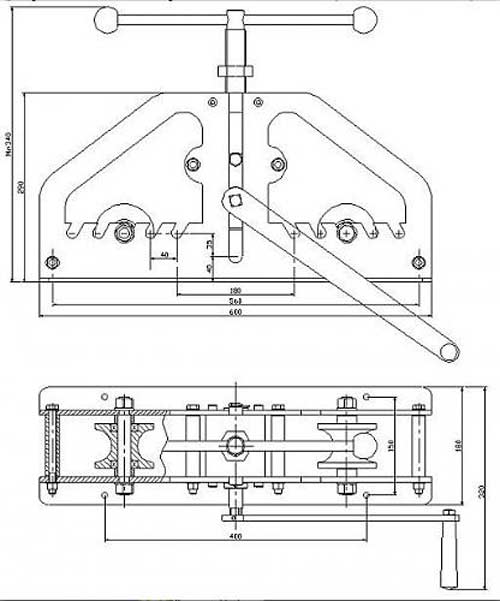
Вариант 2
Прокатный ручной трубогиб для профильной трубы также вполне реально соорудить своими силами. Для его изготовления потребуется 2 погонных метра швеллера (высота стенки 15-20 см), из которого нарезают основание и стойки.
Для изготовления вальцов берут шесть коротких обрезков стальной трубы. Она будет выполнять роль обоймы для подшипников. Поэтому ее внутренний диаметр должен быть равен внешнему диаметру подшипника. Заказав у токаря три вала для насаживания гибочных вальцов, приступают к сварке станины.
У рассматриваемого станка роль направляющей, задающей угол загиба профиля, играет крайняя правая опора. Она монтируется на швеллере, шарнирно связанном с основной станиной при помощи обычных дверных петель. Домкрат рабочим штоком упирается в поворотную платформу и поднимает ее.
Вращением рукоятки, насаженной на вал промежуточного упора, профиль протягивают через станок.
Регулировать радиус загиба профиля можно не только наклоном поворотного швеллера, но и крайними вальцами. Для этого их не приваривают намертво к станине, а делают сдвижными (сверлят отверстия в швеллере и опорных пластинах).
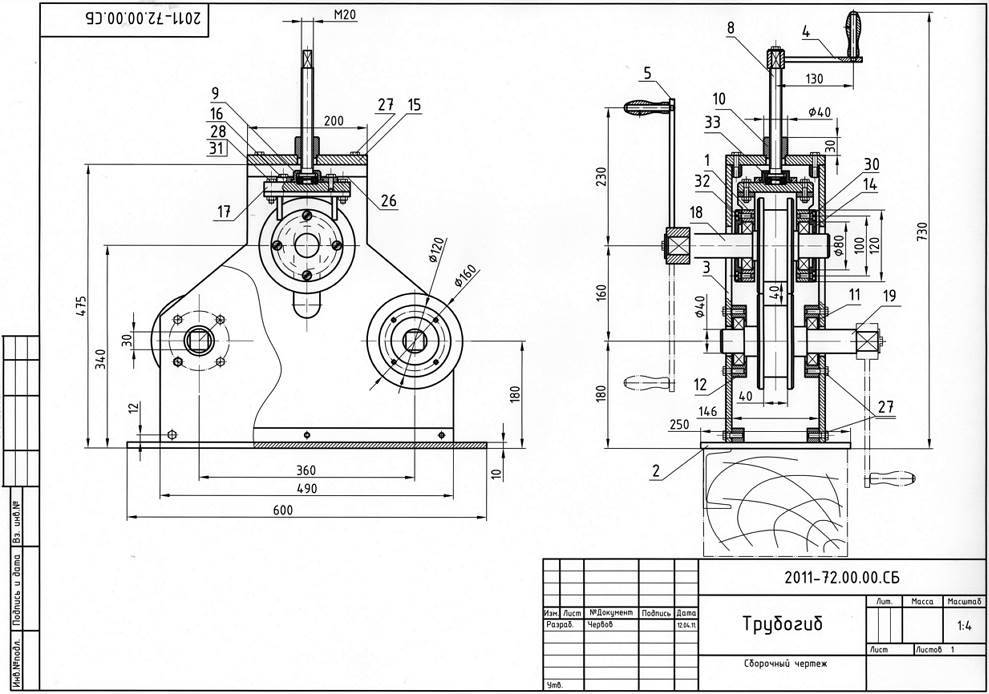


Вместо гидравлического домкрата для подъема крайнего вальца можно использовать винтовой автомобильный.
Видео по изготовлению прокатного трубогиба:
https://youtube.com/watch?v=1IiZIyUaALo
Какие нужны материалы и нюансы конструкций
Основание трубогиба делают из швеллера или двух сваренных уголков. Толщина полочек — не менее 3 мм, ширину полок и спинку швеллера подбирайте под имеющиеся детали. Одно правило — основание должно быть массивным и надежным.
По краям платформы можно сделать несколько отверстий. Через них можно фиксировать станок к какому-то тяжелому основанию при помощи саморезов большого диаметра. Фиксация нужна, так как при изгибе труб с толстой стенкой усилия приходится прилагать значительные и удобнее работать, если станок закреплен прочно.
 Так выглядит станина в приваренными стойками для крепления подвижного ролика
Так выглядит станина в приваренными стойками для крепления подвижного ролика
Несколько слов о роликах. Они должны быть сделаны из хорошей, качественной, желательно, закаленной стали. Именно на ролики и на оси, которые их удерживают, приходится большая часть нагрузки.
Надо сказать и о форме роликов. Они не должны быть гладкими — по краям должны быть валики, которые не дадут «гулять» трубе во время проката. Только при таких условиях дуга из профильной трубы будет ровной, а не покрученной. В идеале под каждый размер трубы нужны свои ролики. Но тогда конструкция усложняется — их надо делать съемными, продумывать надежный способ крепления. Второй вариант — сделать ролики сложной формы, такие как на фото. Выточить несколько ступенек под разные размеры труб.
 Ролики для гибки профильной трубы разной ширины
Ролики для гибки профильной трубы разной ширины
На том же фото видно, что верхняя часть станины неровная, а зубчатая. С помощью таких зубьев можно ролики переставлять на разное расстояние и таким образом тоже регулировать радиус изгиба.
В общем и целом, собирают самодельные гибочные станки для профильных труб из того, что имеется под рукой или того, что найдут/купят недорогого. Кто имеет возможность — вытачивает ролики, вставляет подшипники. У кого такой возможности нет, используют то, что есть — вплоть до втулок от велосипедных колес. В целом надо понять конструкцию и
Процесс изготовления
Прежде, чем начать изготовление станка для гибки круглой трубы, нужно запастись всем необходимым:
- гидравлическим домкратом от машины или трактора (можно использовать и более мощные, если есть такая возможность);
- башмаком (пуансоном);
- швеллером (около 3-ех метров);
- 3-мя роликами с осями;
- металлическими пластинами.
При изготовлении ручного трубогиба следует придерживаться простого алгоритма:
- Рулеткой замерять необходимую длину швеллера для основания и болгаркой отпилить 2 равных куска, благодаря которым основание будущего гидравлического трубогиба, а вместе с ним и каркас (1), будет более устойчивым.
- Разместить отрезанные куски швеллера плотно друг к другу, сварить снизу и сверху вдоль линии стыка. Такая платформа будет основой станка для гибки труб.
- Приварить с обеих сторон основания боковые швеллеры под углом 110?.
- К верхней части боковых швеллеров приварить более длинные куски, в которых предварительно необходимо высверлить несколько (от 2 до 8) отверстий, размещенных симметрически с обеих сторон будущего станка для гибки труб. Они предназначены для установки в них осей с прижимными роликами, переставляя которые можно будет регулировать радиус изгиба стояков.
- Закрепить пластинами с отверстиями под болты (2) диаметром 10-12 мм, домкрат (3) на основании таким образом, чтобы он не двигался при выполнении работы со стальными или другими трубами. Для этого нужно просверлить основание в определенных местах и закрепить гидроустройство планками с болтами.
- Надежно закрепить на штоке домкрата башмак (4), чтобы в случае необходимости его можно было легко снять и поменять на другой.
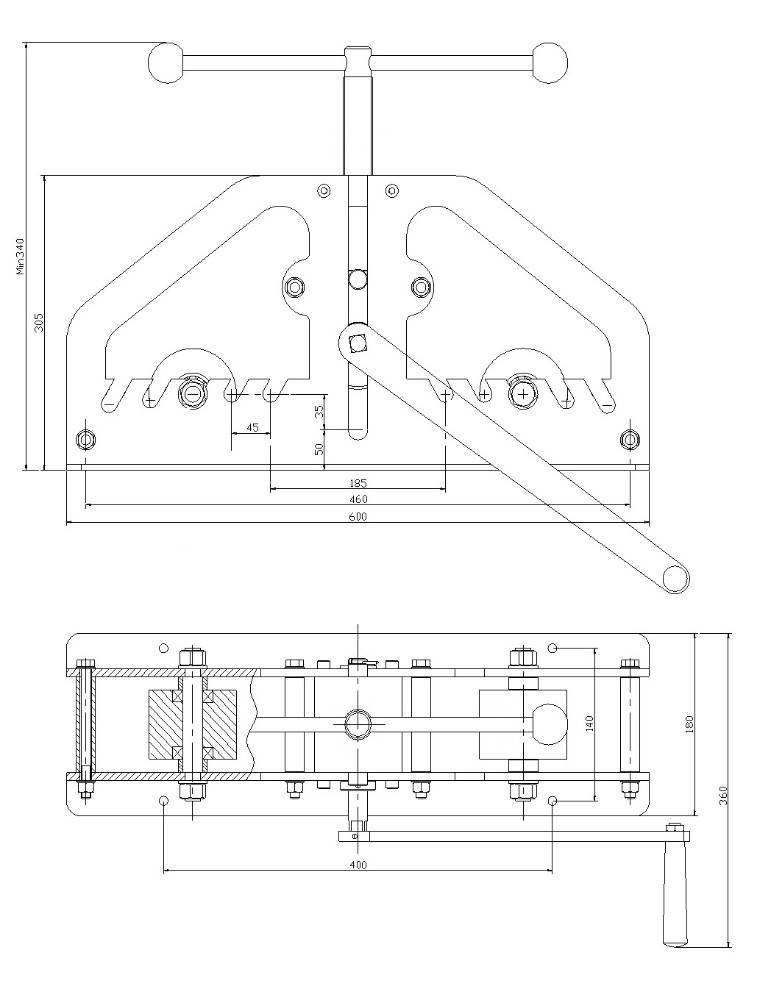
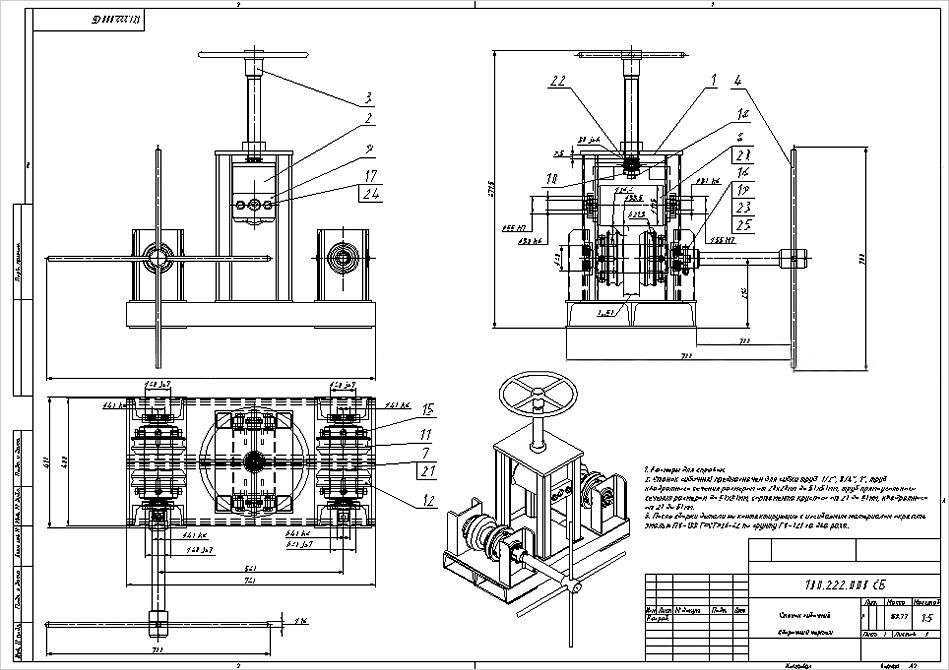
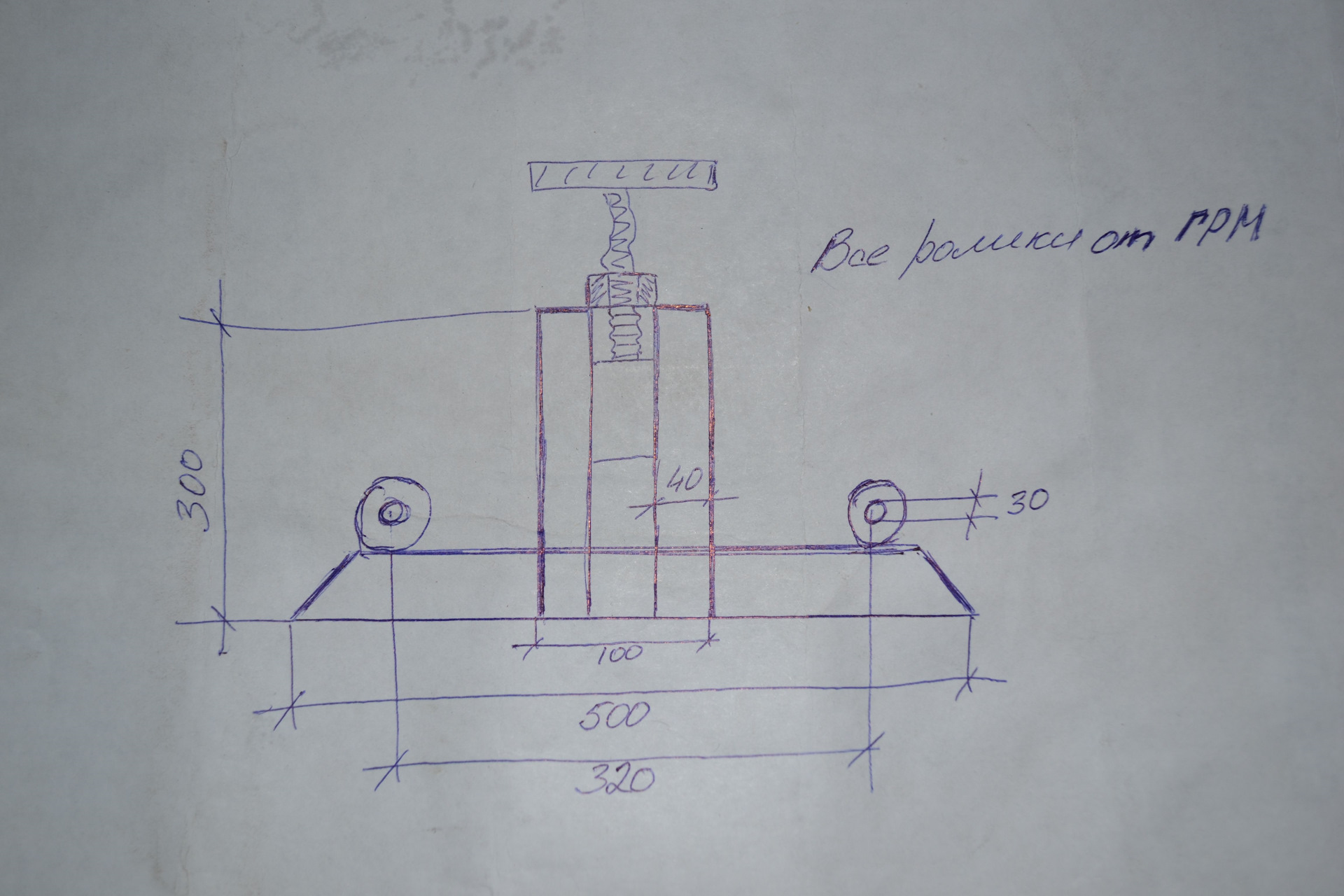
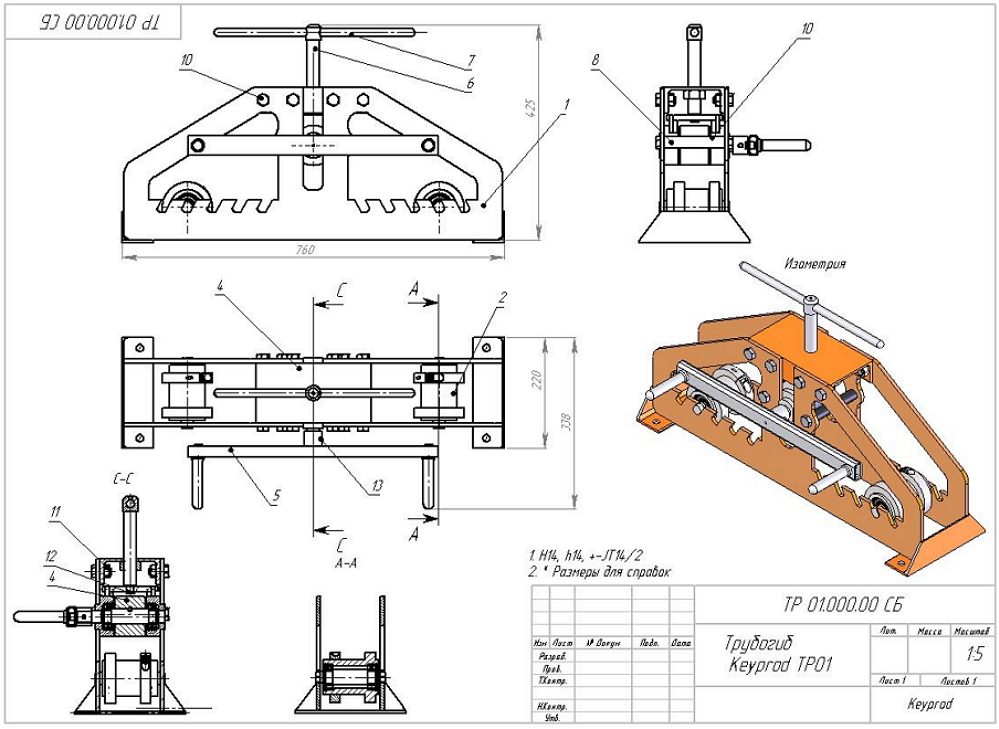
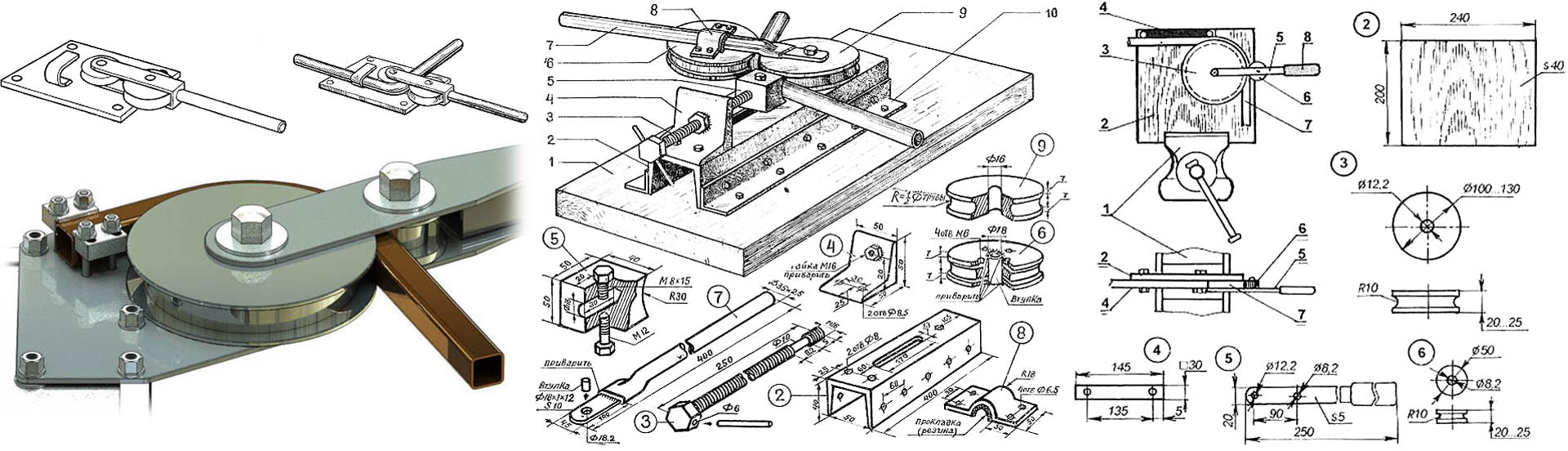
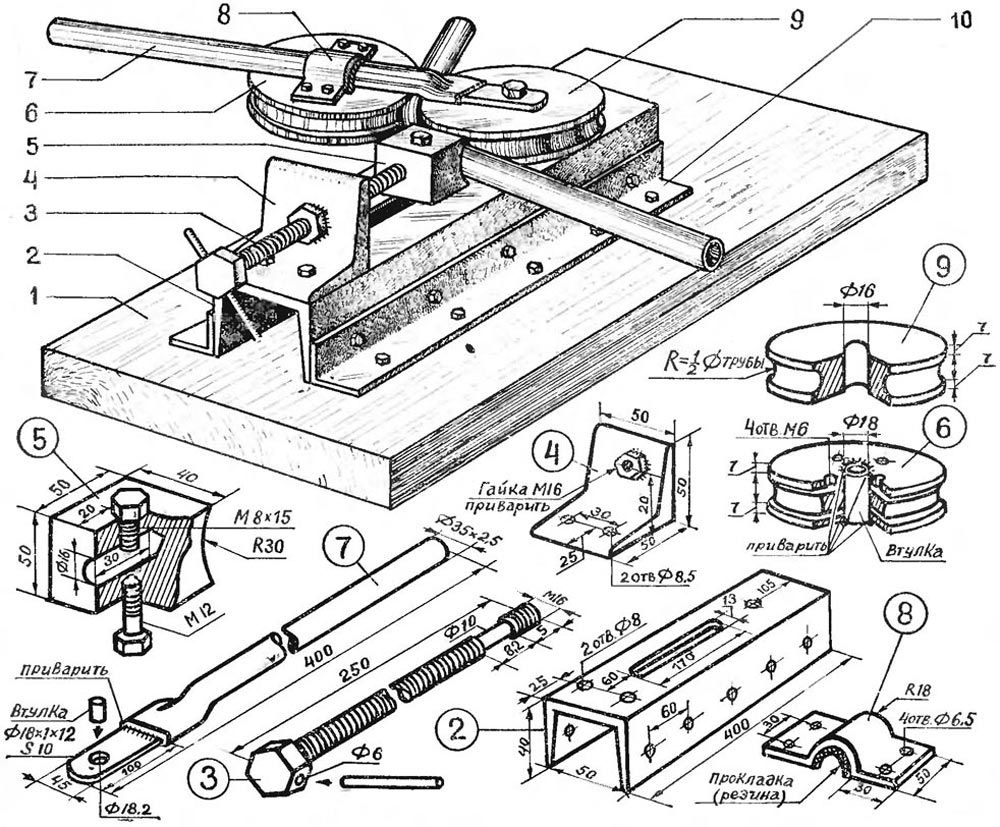
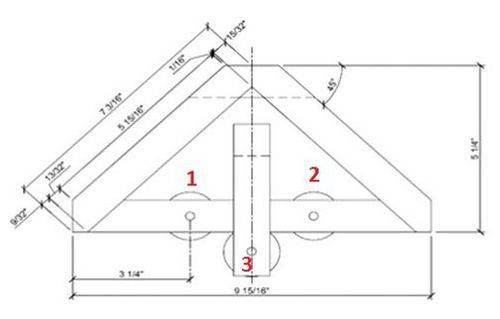
Схема для изготовления ручного трубогиба
Все, конструкция готова к работе, а необходимые размеры, указаны на чертеже трубогиба сделанного своими руками хотя на фото, в верхних швеллерах (их 2, по одному с каждой стороны боковых швеллеров) не высверлены отверстия. Поэтому, изображенный ручной гидравлический трубогиб рассчитан на сгибание деталей только с одним радиусом сгиба.
Высота станка для гибки определяется параметрами домкрата и расстоянием «а». Это значит, что для сгиба пол-дюймовой стальной трубы этот отрезок должен равняться примерно 2 см (если домкрат находится в нерабочем состоянии).
Как видим, ничего сложного, а конструкция для сгибания круглой трубы – надежная, прочная и прослужит не один десяток лет. А главное, что для ее изготовления использовались только подручные материалы, что очень удешевило такое устройство.

Рекомендуем:
 Чайный домик в стиле «Primitive»
Чайный домик в стиле «Primitive»
 Словесные часы на голландском языке
Словесные часы на голландском языке
 Огненный мачете постапокалипсиса
Огненный мачете постапокалипсиса
 20 крутых открыток на день рождения своими руками
20 крутых открыток на день рождения своими руками
 Как сделать собачью шлейку своими руками
Как сделать собачью шлейку своими руками
 Самодельный стул для бара из старой винной дубовой бочки
Самодельный стул для бара из старой винной дубовой бочки
 Насадка, превращающая дрель в мини токарный станок
Насадка, превращающая дрель в мини токарный станок
 Q-Snap своими руками
Q-Snap своими руками
 Ободок «Цветочный бант»
Ободок «Цветочный бант»
 Необычный блок питания
Необычный блок питания