Фабричные фиксаторы

Перед тем, как рассматривать изготовление держака для сварки своими силами, узнайте о фабричных разновидностях. Их несколько.
Цанга

Очень простая форма держака для сварки, он легкий и небольшой по размеру. Электрический проводник несложно заменить другим.
Ручка цанги надежно защищает от электрического и температурного воздействия. К минусам относится цена, определенные рамки рабочего напряжения. Недопустимо оставлять небольшой огарок. Это может деформировать рукоять.
Следует запомнить, при укорачивании длины электропроводника увеличивается напряжение, направленное к нему.
Прищепка
Самый распространенный вид фиксирующих устройств. В зависимости от рабочего напряжения и сечения электрического проводника держак для сварки меняется в размерах. Прищепку используют в работе с любыми величинами напряжения.
Контакт со стержнем хороший, а посредством рукояти без труда избавляемся от огарка. К минусам данного фиксатора относятся габариты. Замена электропроводника является непростой задачей.
Вилка

Фиксаторы для сварки этого вида не появляются в продаже. Поискать их следует на «руках». Различается вилка от предшественников несложным устройством. Электрический проводник уходит целиком, огарки остаются слишком короткими.
Это все положительные стороны вилки. Она не отвечает правилам безопасности. Это провоцирует большой риск травмирования.
Чтобы вытянуть стержень, следует воспользоваться дополнительными предметами. Взять молоток или пассатижи.
G-образные струбцины
Это простейший вариант струбцин. Конструкция таких приспособлений представлена обыкновенной скобой с винтовым прижимом. Пример на фото ниже.

G-образные струбцины используются для фиксации заготовок к краю столешницы слесарного верстака или сварочного стола. Такие струбцины актуальны в основном для работы с негабаритными деталями.
При помощи G-образных струбцин можно обездвижить и расположить в правильном направлении: уголок, швеллер, листовой металл, трубу с прямоугольным профилем, шестигранник и прочие типы проката. Вместе с тем G-образные струбцины дают возможность надежно прижимать к друг другу и детали: труба к трубе, труба к металлическому листу и пр.
Главным недостатком G-образных струбцин является возможность прижима заготовок только у края столешницы, так как скоба имеет заметно ограниченную глубину профиля. Какие еще существуют виды струбцин.
Угловые струбцины
Это серия узкоспециализированных струбцин. С их помощью можно точно стыковать фасонный прокат под прямым углом. Такие струбцины являются незаменимыми при изготовлении рам и каркасов. Угловая струбцина позволяет приваривать торцы труб, уголков, швеллеров и пр.
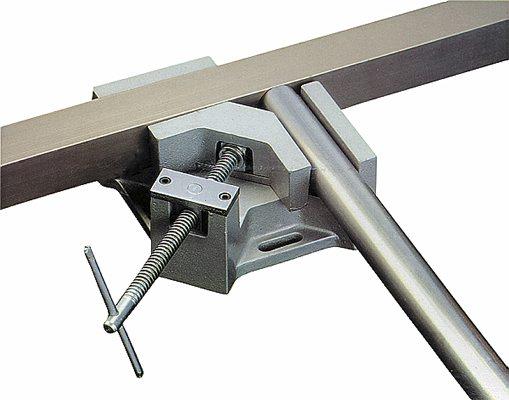
Различают мобильные и стационарные струбцины. Зажимы мобильного типа можно использовать по месту, то есть непосредственно на самой металлоконструкции. Стационарные же струбцины жестко крепятся к столешнице слесарного верстака или сборочного/сварочного стола. Стационарные зажимы позволяют стыковать прокат на одном месте, что позитивно отражается на точности изготавливаемых конструкций. Приспособления стационарного типа хорошо себя зарекомендовали при серийном и массовом производстве металлоконструкций.
Классические струбцины углового типа фиксируют заготовки при помощи зажимных губок. В более современных моделях фиксация проката реализована за счет магнитных сил. Достаточно просто разместить заготовки на направляющих, прокат сам «прилипнет» к струбцине. Магнитные зажимы отличаются простотой и надежностью конструкции.
Слабым местом магнитных угловых струбцин является возможность работать только с металлическими заготовками, которые проявляют магнитные свойства. Струбцины же с зажимными губками могут стыковать алюминий, легированную сталь, медь и всевозможные сплавы, которые не реагируют на магнит.
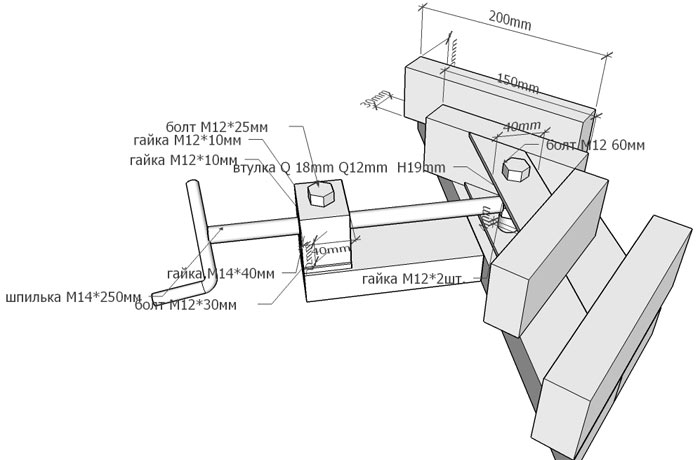
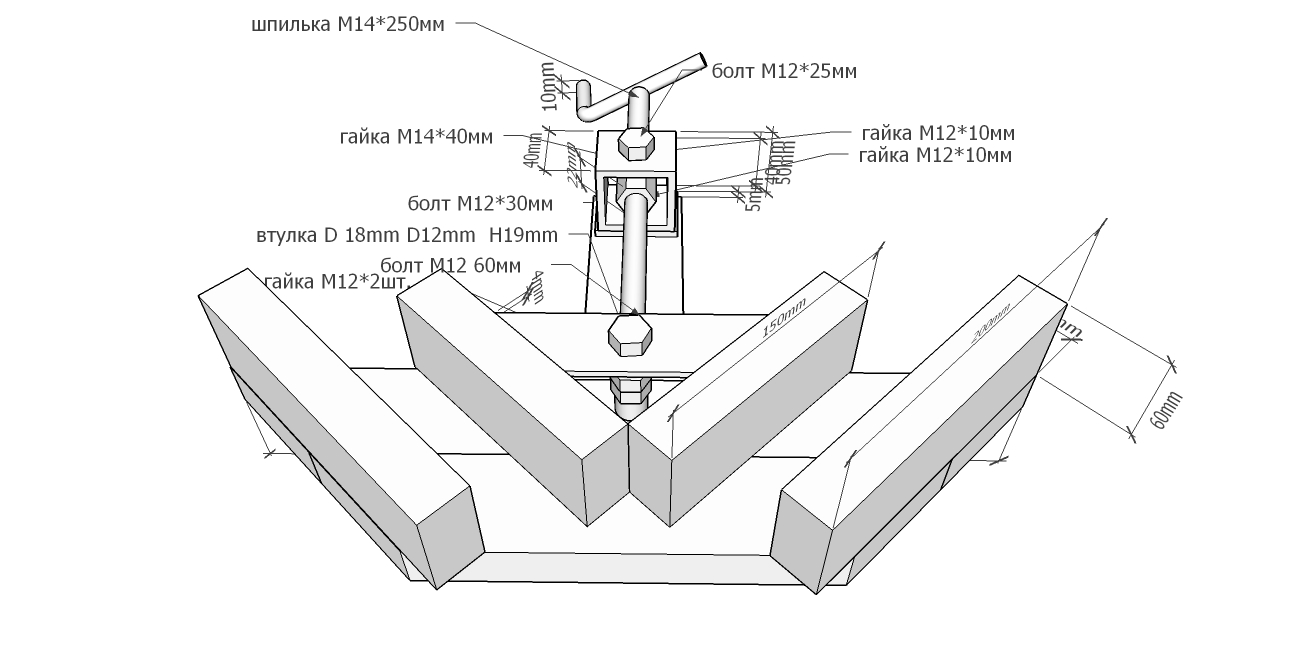
Как изготовить фиксатор самостоятельно
Можно сделать самостоятельно фиксатор для сваривания. Самодельные фиксаторы чем-то уступают фабричным по качеству и прочности. Но они годятся для использования.
Данные фиксаторы — не дорогой заменитель профессионального оборудования. Мы проведем обзор держаков для сваривания, сделанных собственноручно. Рассмотрим разные варианты.
Трезубец
О данной разновидности говорили ранее, при описании фабричных видов. Эту разновидность нетяжело сделать своими руками. Он изготавливается из трех частей арматуры, приваренных между собой.
Чтобы защитить себя от поражения электротоком, следует натянуть на рукоять кусочек резинового шланга.
Несмотря на несложное устройство, пользоваться таким фиксатором следует очень вдумчиво. Существует риск получения травмы во время сваривания. Вследствие того, что арматура беспрерывно укрывается окалиной, ее следует очищать.
Чтобы получился правильный варочный шов. Окалина провоцирует утраты напряжения. Ослабевает контакт, сварка становится не такой эффективной.
Уголок из металла и арматурный стержень
При использовании такого варианта возрастает контакт стержня с держателем. Это позитивно влияет на сварочный процесс.
Но самостоятельно изготовленный фиксатор для электропроводников такой разновидности имеет недостаток. Электрический проводник достать нелегко.
Пружинная вилка
Усовершенствованный вид. Вилку с пружиной следует изготавливать нержавки хорошего качества. Это даст возможность улучшить качество варочного процесса.
Самоизготовленный держак для сварки этой конфигурации вместо арматурного стержня имеет пружинный палец. Это делает замену огарка более легкой.
Основной минус этой разновидности фиксации состоит в том, что при ее изготовлении следует покупать дорогие компоненты.
Цанговый фиксатор с резьбой и зажимом
Резьбовой держак для сварки следует делать из подручного материала. Процесс изготовления непростой. Электрический проводник устанавливается в специальный разъем и фиксируется болтом.
В случае с зажимом, стержень прижимается к держаку пружинным фиксатором. Эти держаки для сварки создают устойчивый контакт.
Это создает беспрерывный варочный шов, стабильное напряжение, хороший результат работы в целом.
Приспособления для сварки
Угловая струбцина
Время чтения: 4 минуты
Существуют самые разнообразные сварочные аксессуары для стыковки двух деталей под определенным углом. Самый примитивный аксессуар — металлический угольник. Он позволяет правильно расположить детали, но не фиксирует их в заданном положении, что не всегда удобно. Поэтому вместо простого угольника рекомендуется использовать угловые струбцины.

Угловые приспособы для фиксации и стыковки деталей могут быть самыми разнообразными, несмотря на их простую конструкцию. Производители используют различные металлы при изготовлении угловых струбцин. И от их правильного выбора во многом зависит долговечность использования такого приспособления.
В этой статье вы узнаете, какие бывают угловые струбцины, как их правильно выбирать и использовать в работе. Мы расскажем, какие нюансы стоит учитывать при работе с угловой струбциной, чтобы качество сварки было на достойном уровне.
Зажим на массу
Время чтения: 4 минуты
Сварочная оснастка немыслима без качественного и надежного зажима на массу, они же клещи, они же клеммы. Применение сварочного аппарата невозможно без зажимных клещей. Ведь с помощью них происходит образование электрической цепи путем монтажа клеща на свариваемую деталь.

В комплекте со сварочным аппаратом всегда есть зажимы на массу, но зачастую они требуют замены. В этой статье мы подробно рассказываем, как выбрать качественные клещи и не прогадать. Вы узнаете, какие бывают разновидности зажимов и как правильно использовать подобные приспособления для сварки своими руками. Если вы только начинаете постигать азы сварки, то эта статья будет полезна для понимания сути сварочных работ. Поскольку мы подробно объясняем, что такое масса и зачем для нее необходим зажим.
Сварочный держатель
Время чтения: 4 минуты
Еще один предмет, без которого не обходится оснастка для сварки. Сварочный держатель (держак, электрододержатель) применяется для фиксации электрода во время сварки и подвода тока к нему. Новички часто держат электроды в руках вместо того, чтобы приобрести качественный держак. И это большая ошибка. Ведь с помощью держателя можно вести шов точнее и ровнее. А само приспособление стоит не так уж дорого, при этом им крайне удобно пользоваться.

Для любого опытного мастера не составит труда выбрать держак, но для новичка большой ассортимент может стать проблемой. Разновидностей много, а производителей еще больше. И не ясно, какое приспособление лучше. В этой статье мы рассказываем, какие существуют виды сварочных держателей, какой из них выбрать именно вам и как использовать в своей работе.
Магниты для сварки
Время чтения: 5 минут
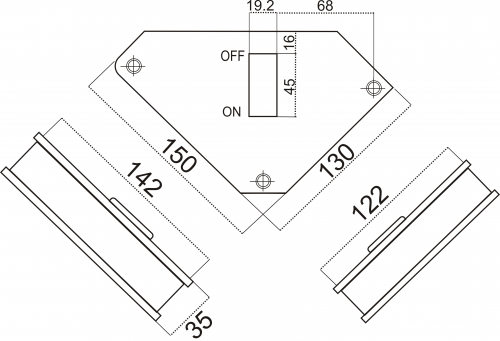
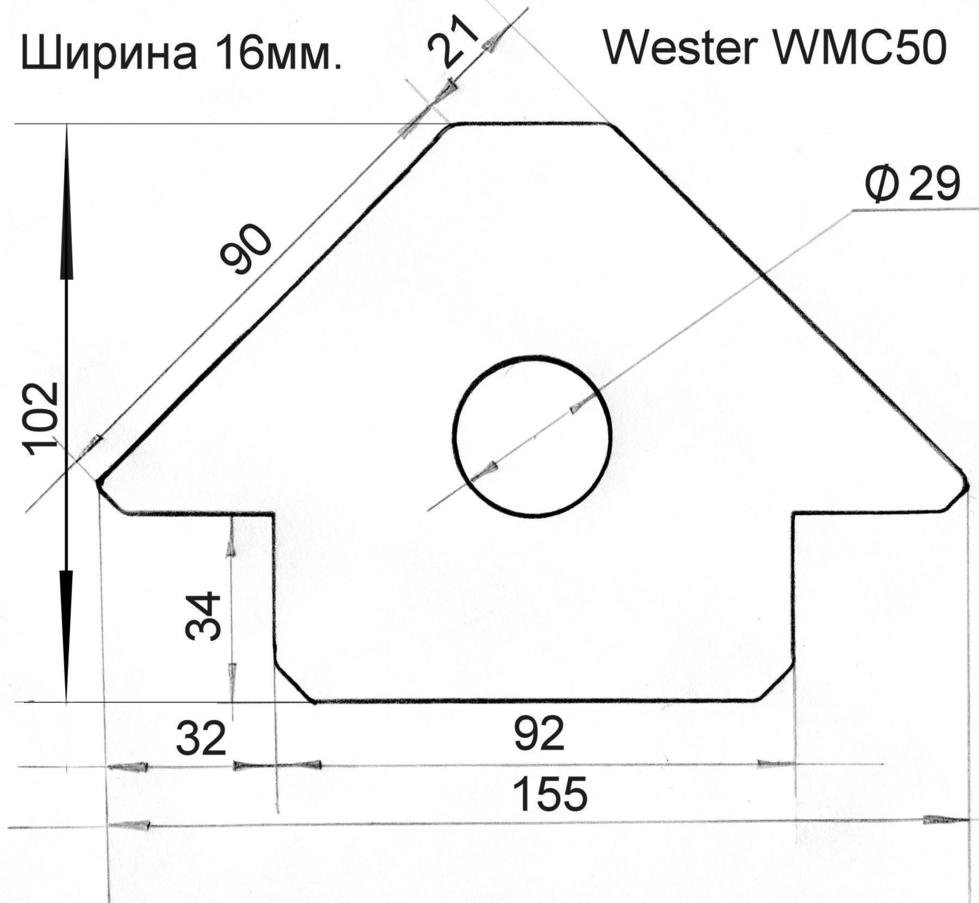
Сборочные приспособления для сварки— самые главные помощники любого мастера, занимающегося сваркой металлических конструкций. С их помощью можно правильно состыковать детали и сформировать точный шов. При этом потратив всего пару минут на все подготовительные процедуры. Об одном из таких приспособлений мы уже говорили выше, это угловая струбцина. Но помимо нее можно использовать угловой магнит для сварки. Он так же фиксирует детали и позволяет сваривать их под заданным углом.

Конечно, вы можете использовать простейшие самодельные струбцины. Но они не дадут такого качества работ, как при использовании магнитов. К тому же, магнитные фиксаторы очень точны и компактны. Они помещаются в карман и не занимают много места на сварочном столе. Чтобы использовать его достаточно приложить к свариваемым деталям. Не нужно применять физическую силу или крутить винты.
В этой статье мы рассказываем, чем отличаются отключаемые магниты об обычных, как их выбирать и применять в сварке.
Конструкция
Существует огромное количество струбцин, которые отличаются друг от друга формой, размерами, стоящей перед ними задачей. К примеру, струбцина для работы с трубами предназначена для сварки последних под различными углами, к примеру, 90 градусов. Без применения зажимов соблюдение точного угла при работе будет затруднительным. Угловые струбцины производятся разного вида, исходя из ширины скрепляемых труб и угла, под которым эти трубы будут свариваться.
Угловые зажимы отличаются по следующим признакам:
- толщина губок. Чем больше толщина прижимных губок, тем надежнее зажимаются трубы и сварочный шов не выгибается и не выламывается.
- материал изготовления прижимных винтов. Во время сварочных работ расплавленный металл может разбрасываться во все стороны, прижимные винты не исключение. При попадании расплавленного металла на резьбу винта может произойти спайка, что приведет резьбу в негодность. Чтобы этого избежать, делают омедненные винты. Медь не позволяет брызгам застывать на поверхности винта, тем самым сохраняя его работоспособность.
- рабочая поверхность. Струбцина может увеличить рабочую зону при работе электродом под определенным углом.
Угловые тиски для сварки труб состоят из подвижной и основной частей. Для регулирования степени сжатия подвижная часть оснащается винтом. С его помощью можно регулировать расстояние между прижимными губками и деталью. Подвижность конструкции обеспечивает работу с деталями различной формы и сечения.
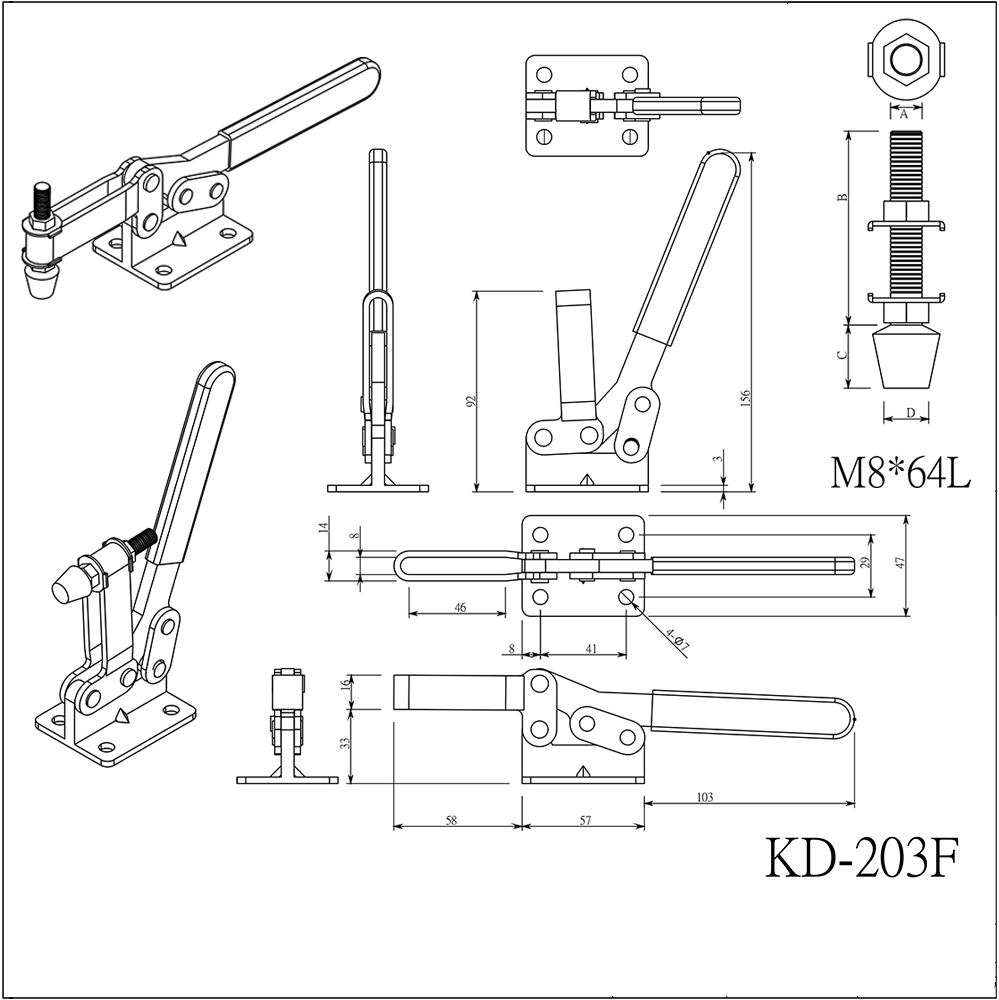
При выборе струбцины следует обращать внимание на вид выполняемых работ. К примеру G — струбцины используются при работе со стальными деталями малой толщины
Для работы с деталями большой толщины следует применять F — струбцины.
Какие приспособления используются при домашней сварке
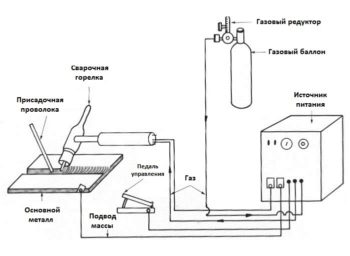
В бытовых условиях применяют инверторы и компактную аппаратуру со сварочной горелкой и системой подачи инертного газа. Мастеру необходимо приобрести защитную маску, рукавицы и одежду, предохраняющую кожу от ожогов. Для удаления окалины потребуется молоток и металлическая щетка, для фиксации деталей применяют магнитный угольник с регулируемыми гранями (в пределах от 30° до 135°). Оборудование подбирают по мощности магнитов. Для бытовых целей достаточно усилия в пределах 8-12 кг, для крупных заготовок потребуется приспособление с усилием 30-35 кг.
Для бытового использования подходят струбцины, универсальные зажимы с ручным приводом, позволяющие закрепить элементы металлоконструкции в требуемом положении и снижающие деформацию деталей при нагреве и охлаждении. Если предполагается соединение металлических труб, то в домашних условиях применяют центраторы со струбциной (например, СМ-151 или ЦСЗ).
Устройство угловой струбцины для сварки
Приспособления для сварки помогут закрепить в требуемом положении отдельные детали или всю конструкцию.
Первый тип применяется для фиксации заготовки на основной поверхности. Второй вариант позволяет устанавливать детали под определенным углом. Призмы располагают трубы в нужном положении по отношению к уже стоящим частям конструкции.
Описанные механизмы позволяют надежно устанавливать трубы и фиксировать их положение от случайного смещения.
- струбцины для выполнения сварочных работ;
- зажимы крокодилы;
- стяжки;
- распорки.
Струбцина является универсальным механизмом, широко используемым при выполнении различных работ с металлическими деталями. Они относятся к наиболее важным устройствам, без которых не обходится практически ни одна работа.
Струбцина может иметь различную форму и конструкцию. Например, существуют быстрозажимные струбцины с кулачковым механизмом.

Для работы с трубами более удобными зачастую оказываются зажимы. Они более приспособлены к такому применению. Их использование очень простое, деталь закрепляется путем изменения зева винтом зажимной ручки.
Осуществлять сборку всей конструкции очень удобно с использованием сварочного кондуктора. Он позволяет обеспечить высокую точность сварки. Особенно часто данное приспособление используется в профессиональных мастерских и на производстве.
Они включают в себя несколько элементов цепи, в которые входят:
- сварочный аппарат;
- кабели;
- клещи зажимные на изделие;
- горелка;
- изделие.
Используя клещи для контактной сварки, например для угловых соединений, также очень важно заземление, поскольку работа ведется с очень высокими токами. Подготовка к сварочным работам зачастую занимает значительно больше времени, нежели непосредственно процесс соединения частей конструкции
Для обеспечения высокого качества детали необходимо надежно и правильно выставлять под сварку в соответствии с чертежами
Подготовка к сварочным работам зачастую занимает значительно больше времени, нежели непосредственно процесс соединения частей конструкции. Для обеспечения высокого качества детали необходимо надежно и правильно выставлять под сварку в соответствии с чертежами.
Для этих целей широко используются: струбцины для сварки, сварочные клещи, клещи для контактной сварки, сварочные зажимы и т.д. Правильно установить части конструкции можно не только с помощью механизмов, но и с использованием точечной сварки.
Приспособления для вторичной защиты при аргонодуговой сварке
Все меры безопасности и требования охраны труда требуют обязательного заземления всех электрических контуров.
 Они включают в себя несколько элементов цепи, в которые входят:
Они включают в себя несколько элементов цепи, в которые входят:
- сварочный аппарат;
- кабели;
- клещи зажимные на изделие;
- горелка;
- изделие.
Используя клещи для контактной сварки, например для угловых соединений, также очень важно заземление, поскольку работа ведется с очень высокими токами. Подготовка к сварочным работам зачастую занимает значительно больше времени, нежели непосредственно процесс соединения частей конструкции
Для обеспечения высокого качества детали необходимо надежно и правильно выставлять под сварку в соответствии с чертежами
Подготовка к сварочным работам зачастую занимает значительно больше времени, нежели непосредственно процесс соединения частей конструкции. Для обеспечения высокого качества детали необходимо надежно и правильно выставлять под сварку в соответствии с чертежами.
Для этих целей широко используются: струбцины для сварки, сварочные клещи, клещи для контактной сварки, сварочные зажимы и т.д. Правильно установить части конструкции можно не только с помощью механизмов, но и с использованием точечной сварки.
http://masterclub.online/topic/16578-uglovaya-strubtsinahttp://svaring.com/welding/prinadlezhnosti/prisposoblenie-dlja-svarki-pod-prjamym-uglomhttp://tutsvarka.ru/oborudovanie/prisposobleniya-dlya-svarki
Приспособления для крепежа
Такие приспособления для установки профильных труб под сварку позволяют прочно зафиксировать деталь и предохраняют ее от случайного смещения после остывания. К ним относят:
Струбцина. Она является универсальным приспособлением, которое можно использовать при всяких видах работы с металлическими изделиями.
Мастера называют их самыми главными по важности, и говорят, что обойтись без них практически не возможно. Струбцина может быть разной формы и размеров
Зев у приспособления может быть стабильного объема, и бывает с возможностью регулирования
Струбцина может быть разной формы и размеров. Зев у приспособления может быть стабильного объема, и бывает с возможностью регулирования.
Особым удобством выделяются быстрозажимные устройства, в которых зажимную функцию выполняет кулачковый механизм.
СОВЕТ! Профессиональные мастера рекомендуют приобрести набор разнообразных струбцин. Для сварочных мероприятий может понадобиться сразу несколько вариантов разных размером.
Зажимы. Если сравнить эти механизмы со струбцинами, то они более удобные, и в большей степени приспособлены к такому виду работ. Необходимый размер зева выставляют винтом в зажимной ручке и перемещением штифта.
Прижимы. Является самым распространенным. Они бывают: клиновые, винтовые, пружинные, рычажные.



Простейший вид такого устройства является самым обыкновенным болтом и гайкой, скрепляющим две пластины, которые зажимают заготовку.
Стяжки. Они применяются для того, чтобы сблизить элементы, которые имею габаритные размеры. Длина и способ такой конструкции зависит от задач, которые она должно выполнить.
Распорка. Этот механизм дает возможность выровнять кромки собираемых заготовок, придать им нужную форму и исправить небольшие дефекты.
Разновидность струбцин: струбцины для сварки виды и назначение
Каждый вид струбцин отличается не только формой, но и конструктивными особенностями. В основном это габариты самой струбцины и её рабочая область.
Существует несколько видов струбцин: F-образные, G-образные, угловые и торцевые.
F-образные
Струбцины F-образной формы являются простыми по своему устройству. Это даёт возможность сварщику изготовить такую струбцину самостоятельно из подручных материалов.
Состоит F-образная струбцина из металлической станины с двумя губками, одна из которых неподвижная. С помощью вращения винта, движущаяся часть прижимает изделие к неподвижной.
Также существуют струбцина быстрозажимные для сварки деталей. Движением подвижной части осуществляется нажатием на специальный курок. Это очень удобно, когда есть необходимость быстро зафиксировать какое-либо изделие одной рукой. Единственный их недостаток – это их слабая надёжность. Поэтому струбцина сварочная быстрозажимная основном применяется для зажатия заготовок не подверженных сильной деформации при сварке.
G-образные
С виду такие зажимы напоминают букву G. Прижатие детали осуществляется подвижным винтом. G-образные струбцины для сварочных работ полностью изготавливаются из металла, и поэтому очень надёжны в эксплуатации.
Благодаря своей простоте, такого крепеж применяется при сварочных и сборочных работах. С их помощью можно надёжно прижать заготовку к столу. Единственный их минус – это малая рабочая область (до 200 мм).
Угловые
Данные струбцина применяют для сварки деталей под углом 90°. Состоит угловой зажим из двух частей. В неподвижную часть укладываются две детали и прижимаются подвижной частью с помощью винта.
Существуют струбцины для сварки под углом, у которых подвижная часть может регулироваться двумя винтами.
Торцевые
Применяются для прижатия различных элементов к торцу изделия. Внешне такой зажим напоминает F-образную струбцину. Но в отличие от них она имеет от 2-х до 3-х подвижных винтов.
Заключение
Для выполнения сборочно — сварочных работ, каждому сварщику пригодятся такие приспособления. Иметь в наличии струбцину для сварочных работ одного типа – неверно. В «арсенале» у каждого сборщика должны быть все типы струбцин и главное в большом количестве.
На рынке представлено большое количество разнообразных зажимов. В зависимости от качества растёт их цена. Если для пользователя не важен внешний вид, то такие приспособления можно сделать из подручных средств: кусков профильной трубы, пластин, болтов и гаек.
Что такое правильный держатель
Что он делает? Если коротко, то он управляет электродом во время сварки: закрепляет его и подводит сварочный ток. Отсюда и желательные свойства.
Функции и технологические свойства, которыми должен обладать держак для сварки:
- обеспечивает крепкую фиксацию электрода с меняющимся углом выхода электрода;
- дает надежный и полный электрический контакт;
- долговечность работы;
- способен к быстрой замене электродов;
- должен быть небольшого веса, чтобы рука не уставала. Обычный вес держака около 350 г. Для тока в 500А, устройство мощнее и может весить до 750 г;
- обязательная эргономичность: удобство положения в руке, не требующее усилий.
Один из классических стереотипов – покупка устройства побольше и помощнее с несбыточной мечтой в голове, чтобы оно работало подольше и получше. На самом деле так не бывает. На держатель для сварки это тоже распространяется.
Его нужно покупать именно на ту нагрузку, с которой вы собираетесь работать
Здесь важно не сделать ошибку с маркой производителя: выбирайте солидный бренд, он вас не подведет
Прижимы и стягивающие устройства
 Важную роль играют прижимные (зажимные) приспособления. Они прижимают заготовки к фиксаторам или плоскостям оснастки, и бывают механическими, пневматическими и магнитными.
Важную роль играют прижимные (зажимные) приспособления. Они прижимают заготовки к фиксаторам или плоскостям оснастки, и бывают механическими, пневматическими и магнитными.
Но самые распространенные и универсальные приспособления – винтовые прижимы, их еще называют струбцинами. Они используются большей частью при единичном изготовлении и в домашнем хозяйстве, требуют много времени на установку. Пружинные прижимы используют при сварке мелких и тонких заготовок.
В качестве вспомогательных приспособлений для сварки можно применять пневматические устройства. Они имеют высокое быстродействие, отличаются точностью и «мертвой хваткой».
Так как сжатый воздух упруг, то устройство обеспечивает мягкую компенсацию деформаций возникающих при сварке. Пневматические системы используются в основном при массовом производстве с высоким уровнем механизации. Для захвата и прижима тяжелых деталей (1 тонна и более) используют гидравлические прижимные системы.
Магнитные прижимы (их еще называют держателями) просты в использовании, быстро устанавливаются и снимаются. Их применяют для выравнивания кромок и прижатия плоских изделий к основанию стенда через флюсовую подушку. На предприятиях наибольшее распространение получили электромагнитные прижимы, а в частном пользовании популярны постоянные магниты.
К стягивающим приспособлениям относятся всевозможные стяжки, распорки и домкраты. Они имеют самое разное устройство, иногда довольно сложные конструкции, используются для стягивания и распора заготовок в процессе сварки.
Инструменты и приспособления сварщика
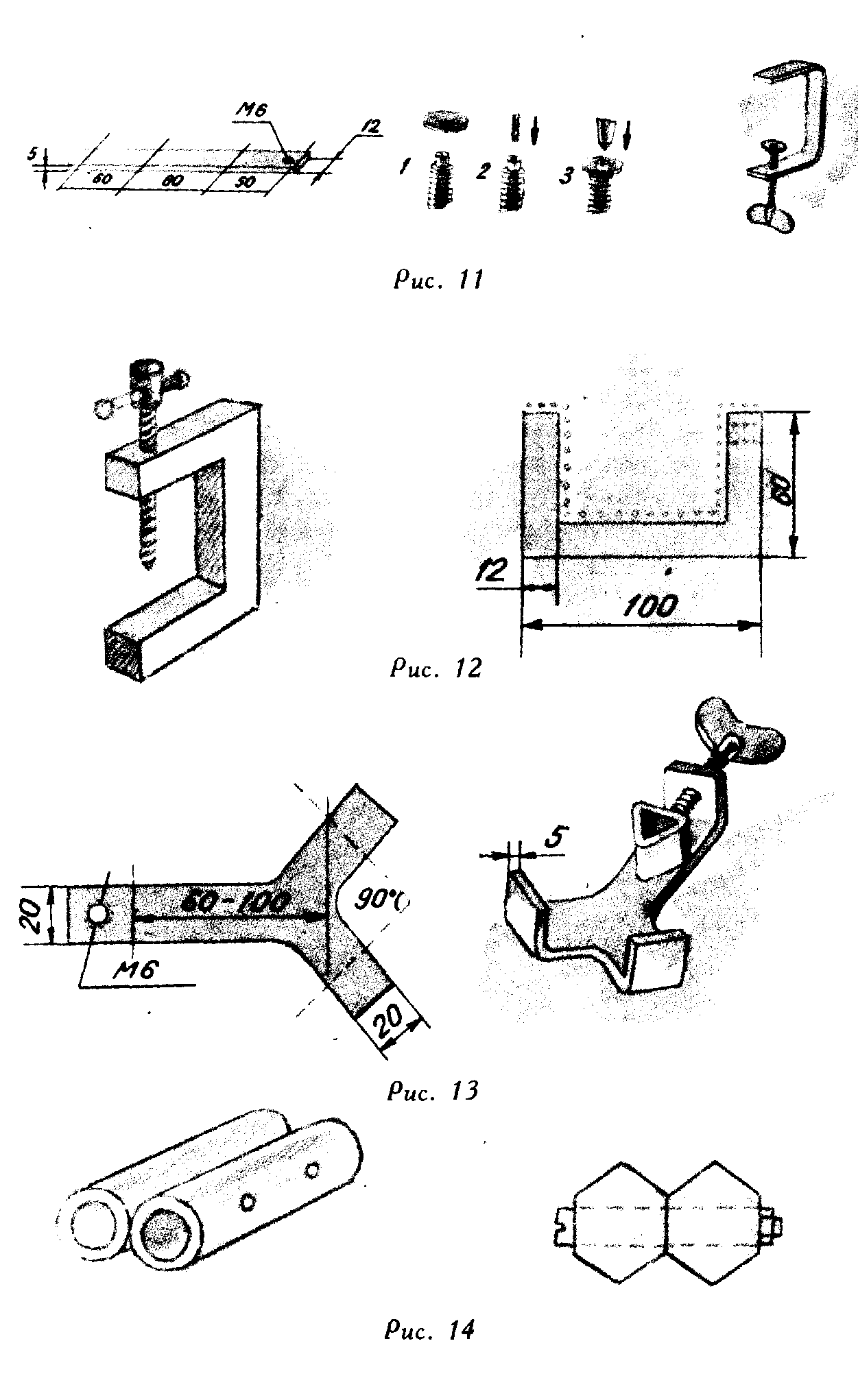
Основным рабочим инструментом сварщика является электрододержатель (рис. 1, а), необходимый для закрепления электрода при сварке и подвода к нему тока. Электр од одер жатель должен быть легким (400—700 г) и удобным, чтобы меньше утомлять сварщика. Расстояние от места зажима электрода до начала рукоятки берется равным 150 мм. Рукоятку делают из дерева плотных пород или других материалов, плохо проводящих тепло и не проводящих электрический ток, например из пластмассы. Электрододержатели при силе тока более 300 а снабжают защитным экраном.
Захваты электрододержателя делают из медных сплавов или стали; они должны прочно держать электрод при любом его наклоне.
Рис. 1. Типы электрододержателеи
Рис. 2. Вспомогательные инструменты электросварщика
Рис. 3. Щиток (а) и ыаска- шлем (б) для защиты лица и глаз сварщика
Конструкция электрододержателя, показанная на рис. 1, б, позволяет уменьшать длину огарка
Это особенно важно при применении электродов из качественных сталей, так как длина огарка составляет до 20% длины нового электрода. Пружинные держатели, показанные на рисунке, распространены больше всего
Применяют также зажимные и винтовые.
Вспомогательными инструментами сварщика являются: стальная щетка для удаления ржавчины (рис. 2, а), молоток для сбивания шлака (рис. 2, 6), зубило (рис. 2, в) или комбинированное зубило (рис. 2, д), слесарный молоток (рис. 2, г) , клеймо и набор шаблонов для проверки размеров швов.
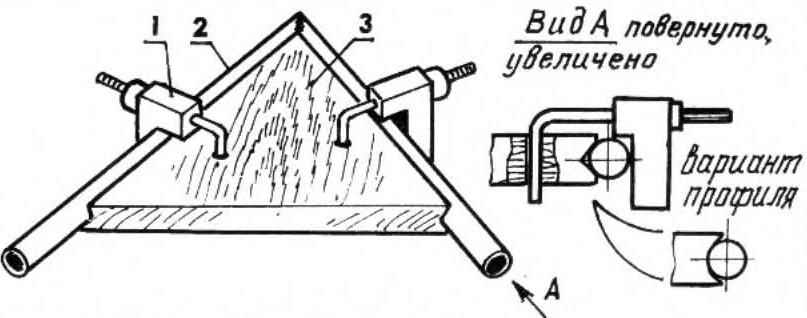


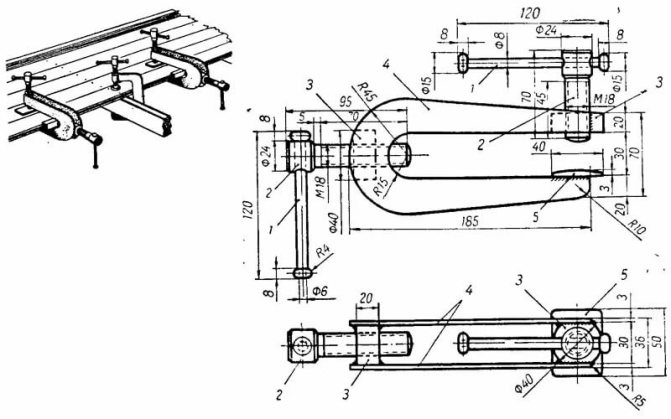
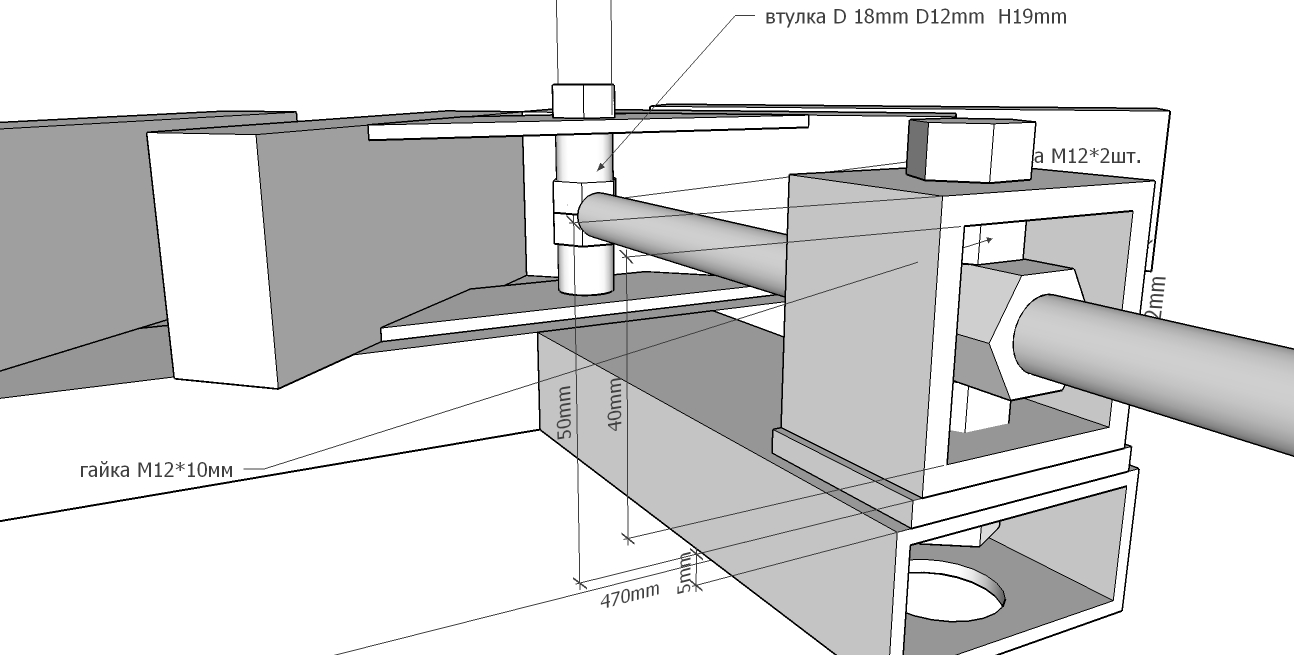
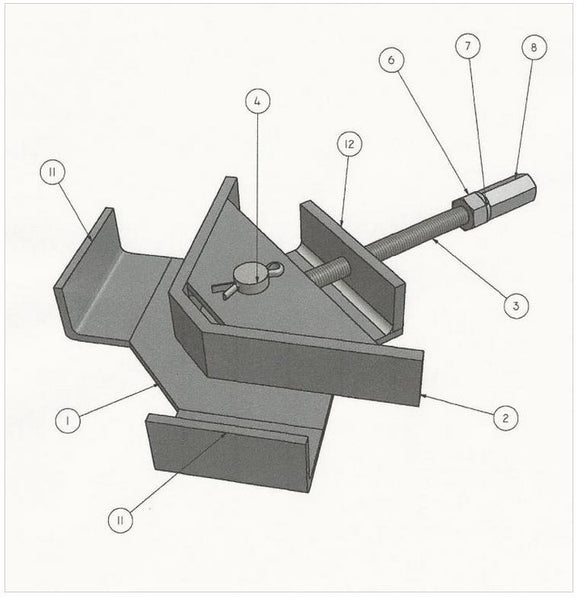
Рис. 4. Винтовая струбцина для крепления медных форм на вертикальных стержнях:
а — схема расположения струбцины, бив — конструкция и способ крепления; 1 — медная форма, 2 —арматурный стержень
В условиях заводского цеха или на крупных строительных площадках, где есть источник сжатого воздуха, сварщики обычно применяют пневматические зубила.
Электросварщик должен обязательно пользоваться индивидуальными защитными приспособлениями.
К ним относятся:
а) щиток (рис. 3, а) или более удобная маска-шлем (рис. 3, б) со специальными цветными стеклами (светофильтрами) для защиты глаз и лица сварщика от действия лучей электрической дуги и брызг расплавленного металла;
б) изолирующая подставка (деревянная) или резиновый коврик при работе на токопроводящей или влажной поверхности (бетонный пол цеха, леса, подмости и др.);
в) монтажный пояс в случае, если монтажную сварку соединений арматурных каркасов выполняют на высоте, превышающей 5 м, и подвесных подмостей нет.
Кроме того, для крепления медных форм при стыковой сварке применяют специальные медные струбцины (рис. 4).
Во избежание ожогов от брызг расплавленного металла при контактной сварке электросварщик должен быть одет в брезентовую спецодежду и работать в брезентовых сухих рукавицах. Брюки на выпуск подбирают по длине так, чтобы они сверху закрывали плотно зашнурованные ботинки.
Оборудование для рабочей зоны
Зависит от характера выполняемых сварочных работ и размеров заготовок. Например, при сварке крупногабаритных конструкций используют коленные подъемники с люлькой для оператора и оборудования. Установки могут перемещаться по направляющим или по поверхности грунта, для управления в корзине находится пульт.
В бытовых условиях необходим металлический стол, оснащенный экранами для защиты от раскаленных капель металла и шлака. Предусматривают стул для сварщика и комплект приспособлений для фиксации деталей. Не допускается ведение работ на огнеопасном напольном покрытии. Стены помещения окрашивают материалами светло-серого цвета (для поглощения ультрафиолетового спектра). Над столом предусматривают лампы (уровень освещения от 80 Лк) и вытяжку с электрическим вентилятором (производительность 40 м?/час).
Оборудование для укладки и кантовки свариваемых изделий
Стенды не обеспечивают кантовку и поворот изделий в процессе работы, что затрудняет сварку громоздких и тяжелых узлов, поэтому в состав сварочных установок входит специальное оборудование, а именно: кантователи, вращатели, роликовые стенды, манипуляторы и позиционеры.
Кантователи представляют собой стационарные приспособления, в которых свариваемые элементы не только закрепляют, но и поворачивают вокруг горизонтальной или наклонной оси с целью установки их в удобное для сварки положение, а иногда и для перемещения во время сварки. Кантователи обеспечивают маршевое вращение изделия вокруг неизменно расположенной оси либо вокруг ряда осей, лежащих в одной плоскости. Кантователи имеют ручной или механический привод. В зависимости от типа поворотного устройства различают кантователи роликовые, цевочные, цапфовые (центровые) и цепные.
Вращатели — это устройства для вращения свариваемого изделия с рабочей или с маршевой и рабочей скоростью вокруг оси, не изменяющей своего положения в пространстве. Различают вращатели с вертикальной, наклонной или горизонтальной осью вращения. Вращатели с вертикальной или наклонной осью вращения ВВ (вращатель вертикальный) иногда называют карусельными по аналогии с токарными карусельными станками.
Сварочный вращатель с вертикальной осью вращения:
1 — планшайба; 2 — станина с механизмом вращения.
Роликовые стенды или, иначе, роликовые вращатели или роликовые постели предназначены для поворота и установки изделия в удобное для сварки положение и для вращения изделия с рабочей скоростью. Вращение изделия производится приводными, обычно обрезиненными роликами, сцепленными с изделием. Существенное преимущество роликовых стендов в том, что скорость вращения изделия, независимо от его диаметра, равна окружной скорости вращения роликов. Обычный роликовый стенд состоит из системы холостых и приводных роликоопор, смонтированных на общей фундаментной плите. оликовые стенды применяются не только для сварки, но и для сборки.
Манипуляторами называют универсальные, обычно стационарные приспособления, предназначенные для вращения изделия вокруг оси в процессе сварки при различных углах наклона оси вращения.
Универсальный сварочный манипулятор:
1 — основная станина; 2 — поворотная станина; 3 — планшайба; 4 — механизм поворота планшайбы; 5 — механизм наклона планшайбы; 6 — опорные лапы.
Манипулятор состоит из следующих основных узлов: станины, поворотного стола, приводов вращения и наклона планшайбы и блока управления. В большинстве манипуляторов все движения механизированы. В некоторых конструкциях наклон и подъем стола могут осуществляться вручную. В некоторых из них может отсутствовать механизм подъема стола.
Позиционеры в отличие от манипуляторов не рассчитаны на сварочное вращение изделия и служат только для установки и поворота (кантовки) изделия в удобную для сварки позицию. Позиционеры или установочные манипуляторы служат как для закрепления изделия, так и для установки в удобное для сварки положение. Все позиционеры сходны по конструкции. Они имеют две или три взаимно перпендикулярные оси, вокруг которых планшайба с изделием может поворачиваться или наклоняться.
Схемы настройки позиционеров
Стол позиционера вращается и наклоняется при помощи ручного или электрического привода, он имеет только маршевую скорость перемещения. Позиционеры для изделий массой более 1,5 т обычно имеют электрический привод.
Прижимные и раздвижные приспособления
Среди приспособлений для сварки существует много мелких помощников, обеспечивающих фиксацию, сведение, или развод частей для сварки. Вот основные из них.
Струбцина
Это С-образная рама, на одном конце которой расположена «губа» для захвата изделия, а на другом двигающийся упор. Этой приспособой осуществляется прижим листов к основанию, с соблюдением общей плоскости изделия. Упор двигается на винте либо на кулачковом механизме по зубчатой рейке. Последний вариант более практичный, поскольку экономит время на раздвижку под разную толщину конструкции. Зев (величина С-образной рамы) может быть маленьким и большим, в зависимости от габаритов свариваемых материалов.
Угольник
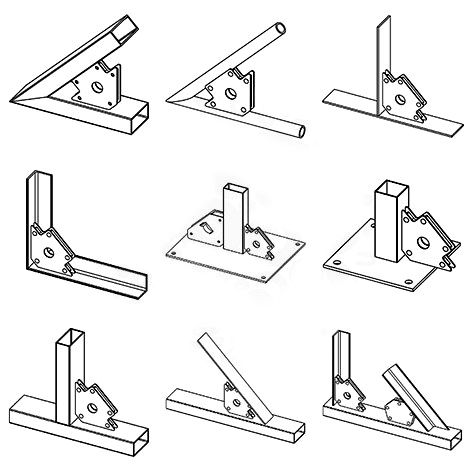
Самый простой элемент, помогающий выставить 90 градусов между профильными трубами — это угольник. Если регулярно производятся манипуляции, требующие быстрой установки 90 градусов и фиксации положения, то можно смастерить простую конструкцию для сварки своими руками. Понадобятся две струбцины, неподвижные «губы» которых привариваются снизу к полоске металла. Сверху на полосу крепятся два небольших уголка. При помощи угольника выставляется нужный градус и их обваривают. Это упоры. Сводить уголки вплотную к друг другу не требуется, чтобы оставался доступ к угловому шву на будущих изделиях.
Распорки
Чтобы выдавить просевшие стороны конструкции применяются распирающие приспособления. Это могут быть кромки боковых листов, расходящиеся в плоскости, или впавшая сторона стыка большой емкости. Чтобы вывести края на одну плоскость, применяют цилиндр, внутри которого нарезана крупная резьба. В его края ввинчивают большие болты, а на их шляпках крепят упоры, подходящие по форме к внутренней части изделия (если бак имеет ровные стенки, то упоры плоские, если стенки бака круглые, то упоры закругленные). В цилиндре имеется несколько отверстий для установки рычага и вращения. При этом болты выкручиваются и общая длина приспособления увеличивается. Это выдавливает просевшую сторону наружу до требуемого уровня. Если длины распорки не хватает, под один из упоров подкладывают деревянную вставку.
Зажимы
Порой, работать приходится очень быстро, и времени на прижимание изделия струбцинами нет. Если при этом толщина свариваемых частей небольшая, можно использовать зажимы. Это небольшие клешни с пружиной, притягивающей обе половинки. «Губы» у таких приспособлений могут быть широкими или загнутыми, для конкретных изделий. Они имеют небольшой диапазон по регулировке ширины захвата, но в отличии от струбцин, ставятся за одну секунду.
Стяжки
Когда требуется свести стороны вдоль линии стыка, чтобы варить без большого зазора, то используют стяжки. В случае плоских изделий, это могут быть два уголка с отверстиями, которые прихватывают напротив друг друга и сводят стороны длинным болтом, закручивая гайку. Свой стягивающий эффект приспособление будет реализовывать полностью, если у болта будет длинная резьба (под шляпку). Если у конструкции имеются бортики, за которые можно зацепиться, то вместо приварки уголков применяют крюки с отверстиями вверху.
Различные вспомогательные приспособления значительно облегчают и ускоряют сварочный процесс. Изготовив эти элементы самостоятельно, можно сэкономить некоторую сумму.

Рекомендуем:
 Вкусняшки и сладости для детей. Картинки для срисовки
Вкусняшки и сладости для детей. Картинки для срисовки
 Домашнее мыло «Игра цвета»
Домашнее мыло «Игра цвета»
 Ёжик из бутылки
Ёжик из бутылки
 Динамическая подсветка монитора
Динамическая подсветка монитора
 Вязание реглана спицами: преимущество и подробное описание техники для начинающих (75 фото и схем)
Вязание реглана спицами: преимущество и подробное описание техники для начинающих (75 фото и схем)
 Пожарный рисунок для детей карандашом, красками, раскраска: тушит пожар, дом, спасает ребенка
Пожарный рисунок для детей карандашом, красками, раскраска: тушит пожар, дом, спасает ребенка
 Санки из подручных материалов
Санки из подручных материалов
 Ободок «Цветочный бант»
Ободок «Цветочный бант»
 Поделки из конуса своими руками: легкие мастер-классы для детей и начинающих
Поделки из конуса своими руками: легкие мастер-классы для детей и начинающих
 Необычный блок питания
Необычный блок питания