Способы нарезки кромки
В настоящее время на производстве используют два метода снятия кромки: термический и механический.
Механическая фаска
считается самой качественной, так как данный метод выполняется на специальном оборудовании – фаскоснимательных машинах (кромкорезах), фрезерных станках, кромкоскалывателях и других приспособлениях. Преимущества данного способа состоят в следующем:
- После снятия фаски изделие сохраняет свою структуру и не теряет физико-химических свойств
- Механический способ обеспечивает высокую герметичность и надежность будущих сварочных швов
- Экономия времени.
Термический способ
– фаска воздушно-плазменная и фаска газопламенная. Воздушно-плазменная нарезка кромок позволяет получить внешний вид фаски близкий к заводской (или механической фаске). Однако он требует идеально гладкой поверхности листа или труб под определенным углом. На многих производствах этот вид нарезки фаски является основным из-за экономичности и большой скорости обработки изделий. Выполняется на специальном плазморезательном оборудовании.
Газо-плазменная нарезка фаски
не требует особых условий выполнения и характеризуется невысокой стоимостью. Но качество среза ниже, чем при механическом способе или воздушно-пламенном. Часто такая нарезка фаски требует дополнительной механической обработки. Такой способ применяют для кустарной обработки труб бывших в употреблении. Применяя термический способ нарезки фаски (газо-плазменную и воздушно-плазменную нарезку фаски), в металлическом изделии из-за перегрева появляется участок с измененными физическими и химическими свойствами (зона термовлияния). Это негативно сказывается на герметичности и надежности будущих сварочных швов и на прочности самой конструкции.
Механическое снятие фаски сохраняет свойства изделия и не влияет на качество будущих сварочных работ. Механический способ снятия фаски
является своего рода гарантом качества обработки металлических изделий перед сварочными работами. Единственным «минусом» данного метода является высокая стоимость агрегатов и трудоемкость работ.
Узнать стоимость механических фаскоснимателей можно по телефонам 8-800-555-95-28
Источник
Основные формы и характеристики спусков на самодельных ножах
Новички, как правило, имея заготовку и весь нужный инструмент, не могут определиться, какой спуск наиболее универсален. Хотя бы для кухонного ножа. Но не волнуйтесь, есть несколько самых распространенных видов спусков, которые мы сейчас рассмотрим:
- Самый распространенный, и делается от самого обуха, это – клиновидный. Применение он находит, как правило, на кухне.
- Еще один довольно популярный вид – тоже клиновидный, идет от самого обуха и переходит в режущую кромку. Но если его перетачивать, он автоматически перейдет в вид номер 1, во время заточки будет образовываться режущая кромка отдельно от спуска. Либо затачивать весь спуск, что довольно проблематично.
- Довольно характерная форма для многих ножей. Лезвие плоское, а спуск начинается с середины или чуть выше к обуху. Заточке поддается довольно легко.
- Очень интересный вариант, и довольно часто применяемый клиновидные спуски и режущая кромка, нож достаточно прочен и рез хороший. Очень гармонично расположены спуски и кромка.
- Режущую кромку образует двойной клин. Спуски клиновидные, но материал между ними и режущей кромкой убран. Очень хорошо режет плотные материалы, но сложен в заточке, можно сказать, для профессионалов.
- Линзовидные вогнутые спуски. Режущая кромка, является как бы продолжением грани между лезвием и скосом к острию. Они могут начинаться практически от самого обуха. Второе название заточки – «бритвенная», ее применяют для опасных бритв.
- Односторонняя заточка приобрела название – стамесочная. Затачивается довольно просто. Ножом можно орудовать, только одной рукой. При этом скос должен быть со стороны рабочей руки.
- Формой напоминает спуск номер 3, но их как таковых нет, прямое лезвие и сразу режущая кромка. Больше подходит для рубящих изделий.
- Выпуклые линзовидные спуски, плавно переходящие в режущую кромку. Названия имеет два «пулевидная» заточка и «оживальная». Тяжело клинком резать, вязнет в материале, зато прекрасные рубящие характеристики. Сложен в изготовлении, также вариант для профессионалов.
Основные формы спусков на ножах. Для начала можно попробовать на какой ни будь ненужной заготовке, сделать спуски №1 и №3. Они проще остальных и найдут применение у вас дома, как вариант на кухне. А набив руку, можно приступать и к более сложным разновидностям заточки.
Правила работы с ручным фрезерным инструментом
Работа с электроинструментом требует особых правил, тем более, когда имеются быстро вращающиеся элементы. Кроме этого, в результате работы образуется стружка, которая разлетается во все стороны. Несмотря на то, что большинство моделей оборудованы защитным щитком, это не защищает в полной мере от потока стружки. Поэтому, работать с таким инструментом лучше в защитных очках.

Общие требования
Если выполнять основные требования безопасной работы с электрическим ручным фрезером, то конечный результат порадует качеством работы и безопасным исходом. Вот эти условия:

Требования не очень сложные и вполне выполнимые, а игнорировать их, значит подвергать себя опасности
И еще одно, не менее важное – это умение держать в руках фрезерный инструмент и чувствовать, как он работает. Если чувствуются серьезные вибрации, то нужно остановиться и проанализировать причины
Возможно, что фреза затупилась или попался сучок. Иногда требуется правильно установить скорость вращения фрезы. Здесь можно поэкспериментировать: или добавить обороты или их уменьшить.
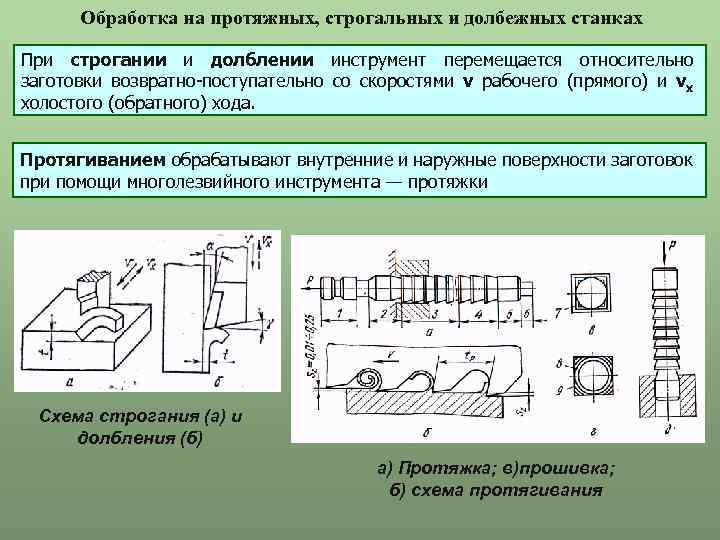
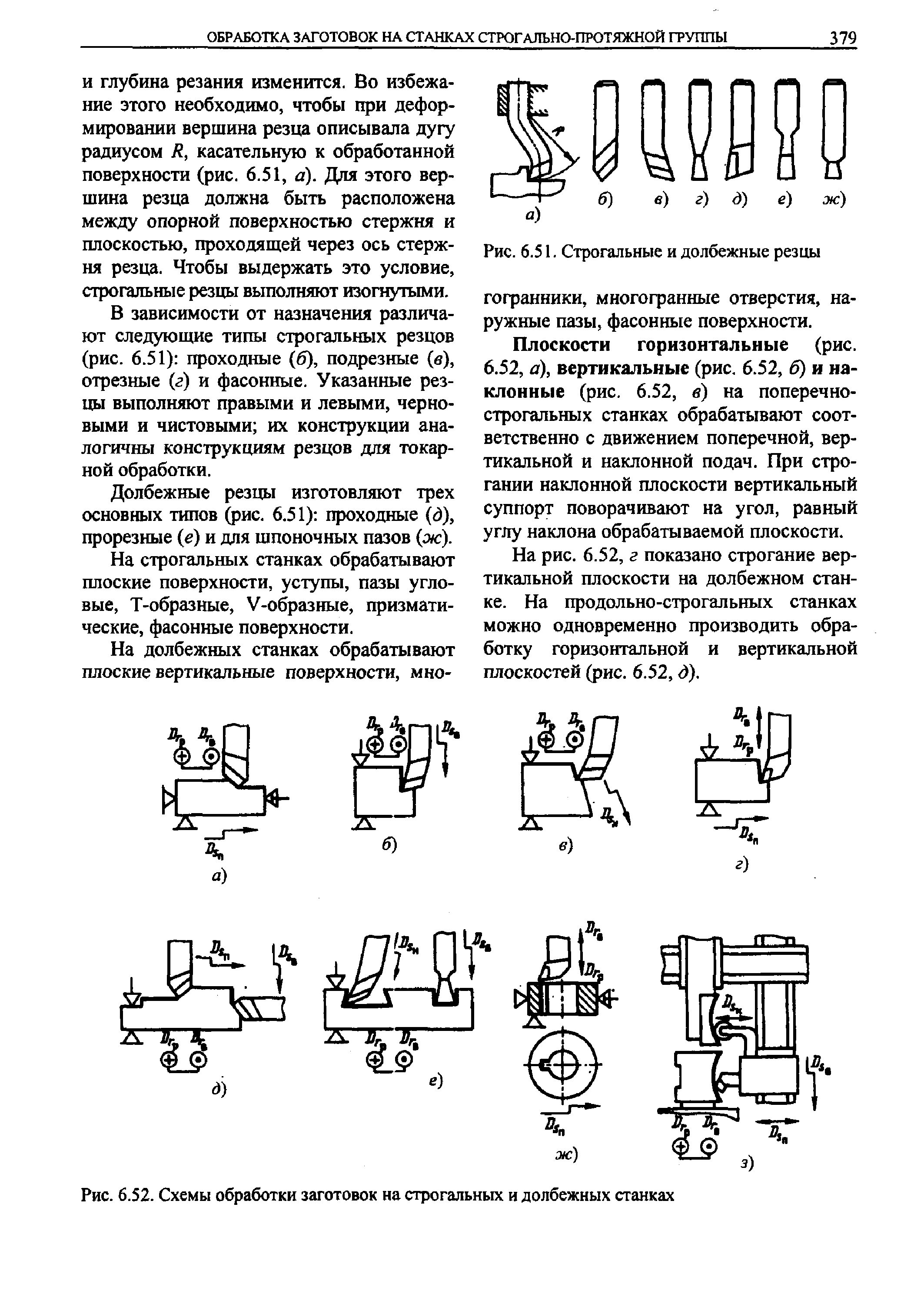
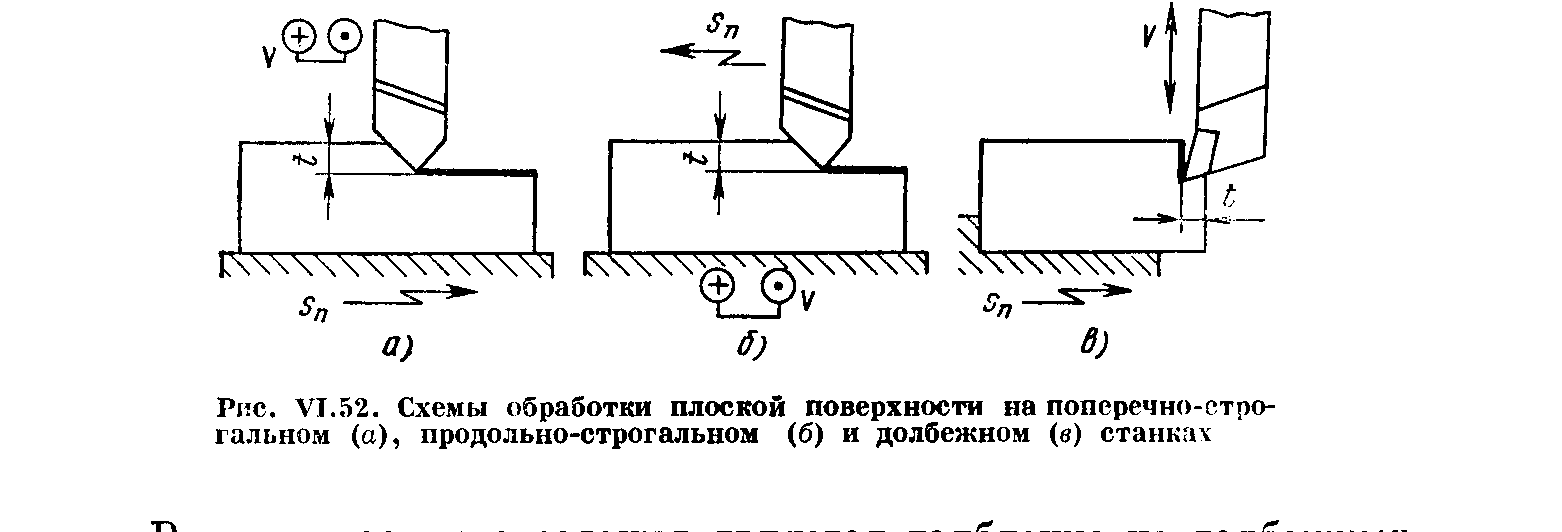
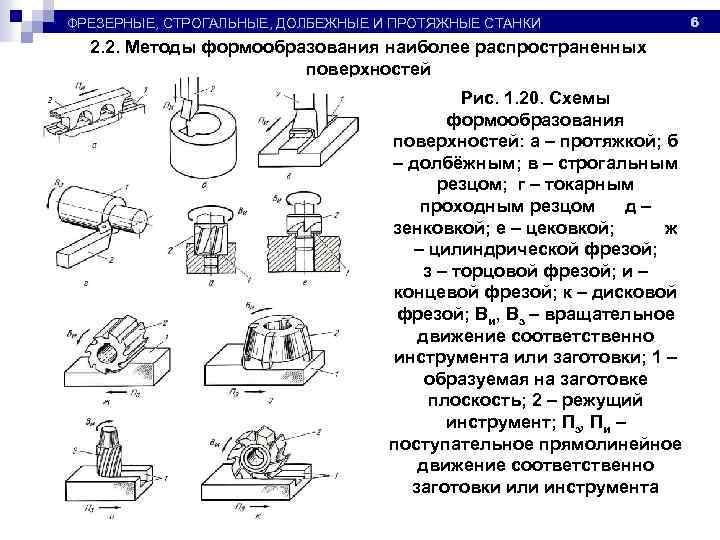
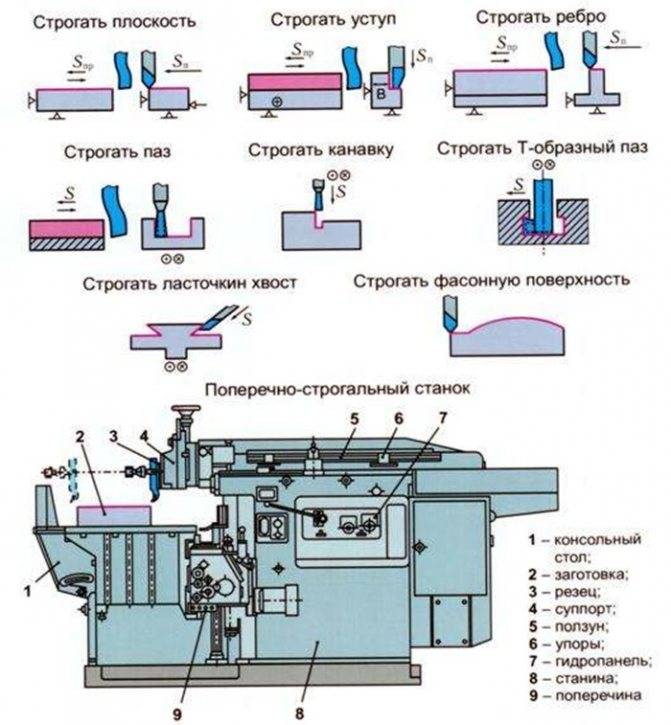
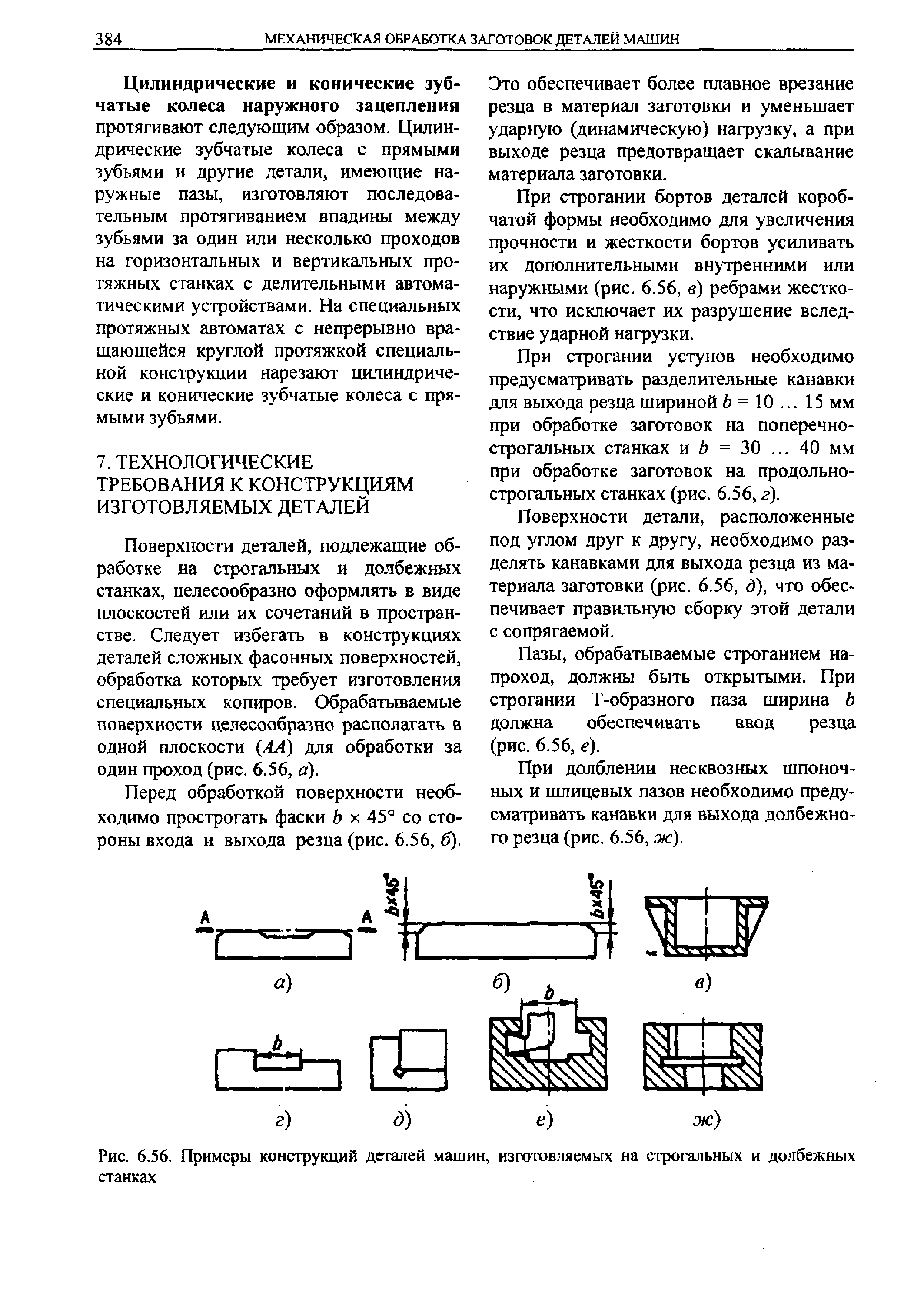
Характеристика методов строгания и долбления
Процесс резания при строгании или долблении – прерывистый, и удаление материала происходит только при прямом (рабочем) ходе инструмента. При обратном (холостом) ходе резец не снимает стружку. Прерывистый процесс резания определяет высокие динамические нагрузки на технологическую систему СПИД, ударное врезание инструмента в материал заготовки, поэтому при строгании применяют низкие скорости резания и массивные быстрорежущие инструменты.
Наличие холостых ходов определяет низкую производительность обработки. Движение подачи при строгании и долблении прерывистое и осуществляется в конце холостого хода. При нормировании процесса задают скорости движения подачи: минутную Smи на один двойной ход ползуна станка.
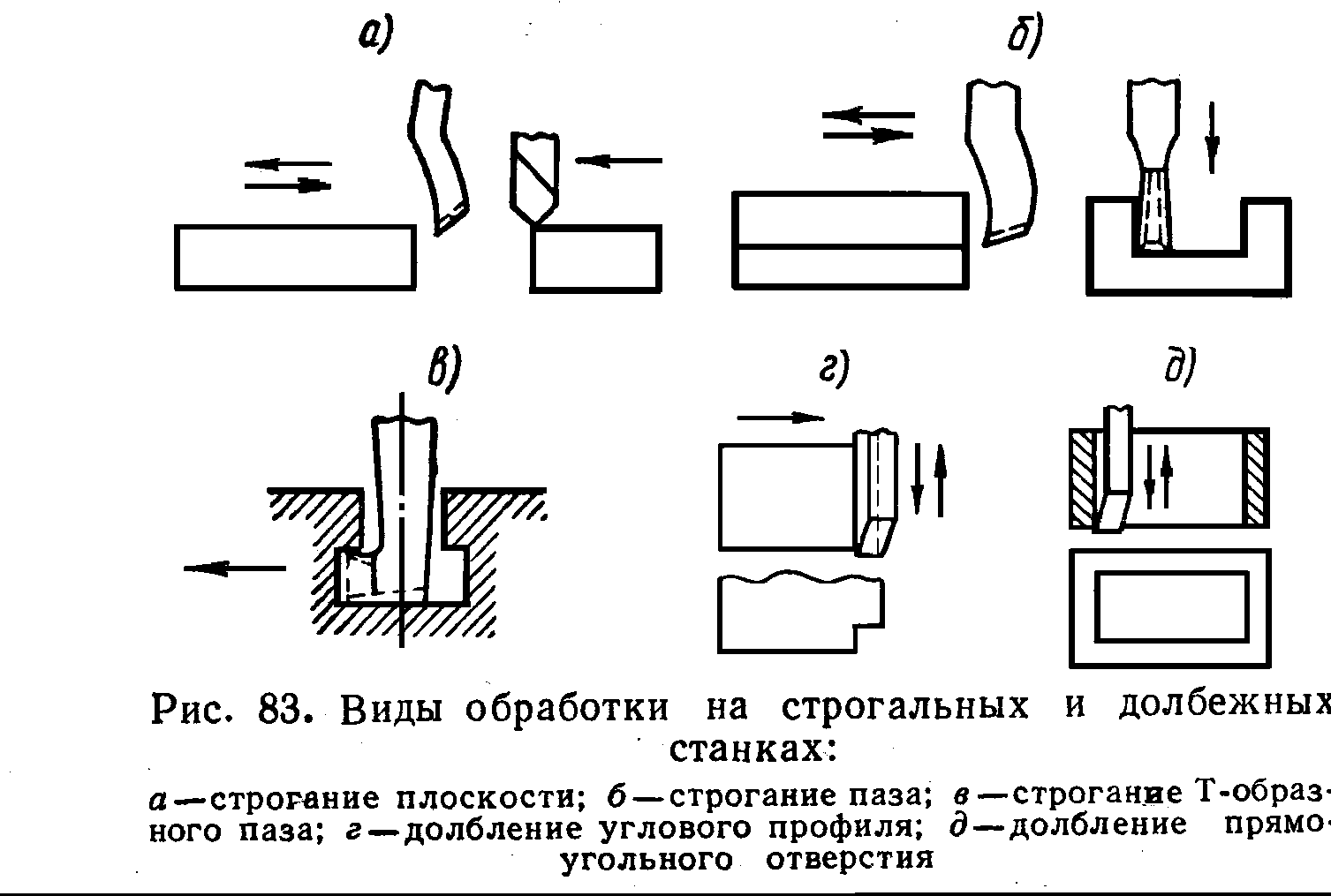
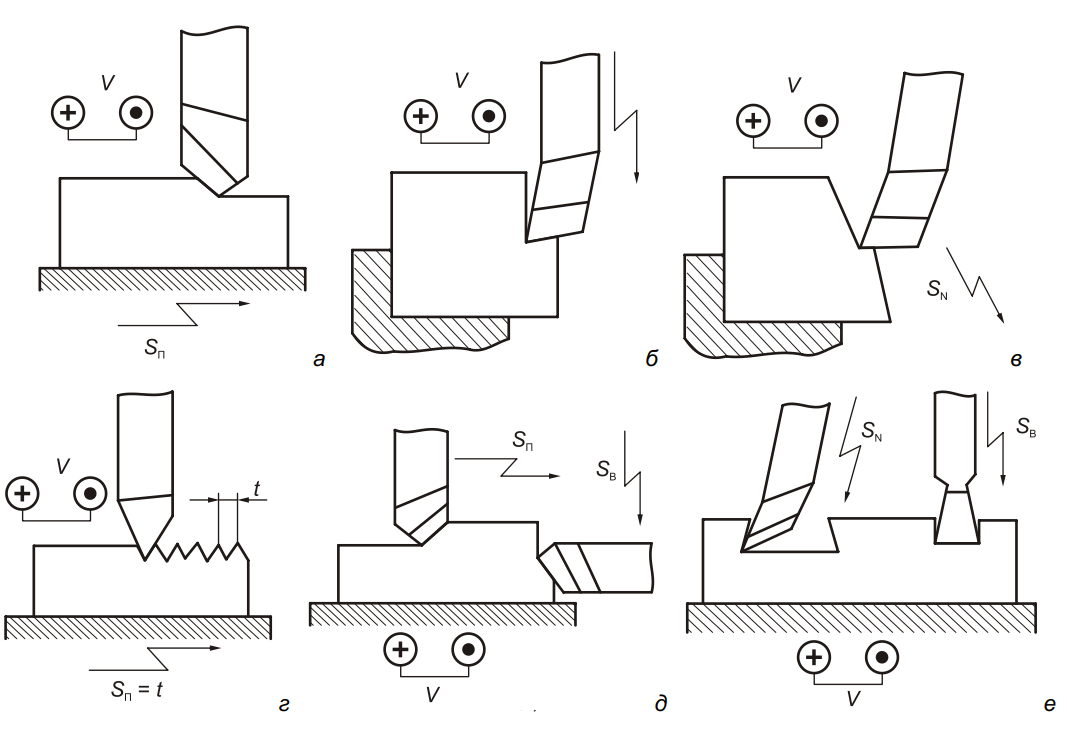
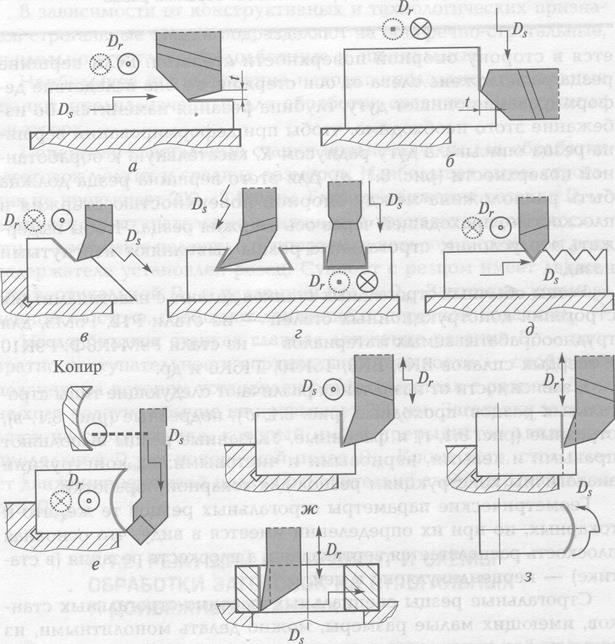
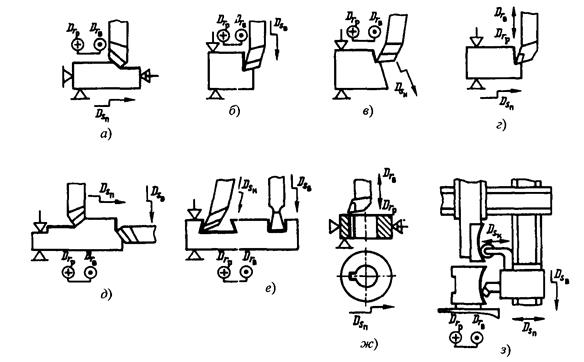
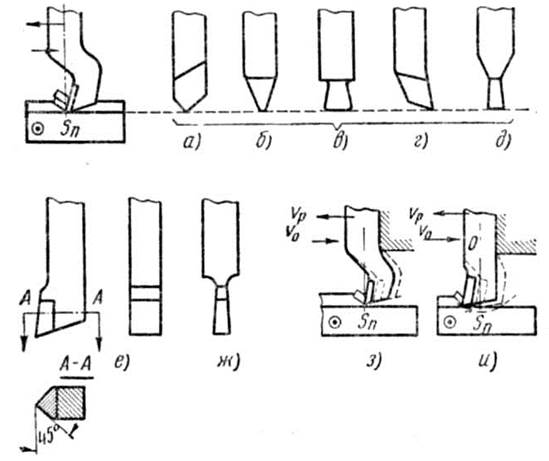
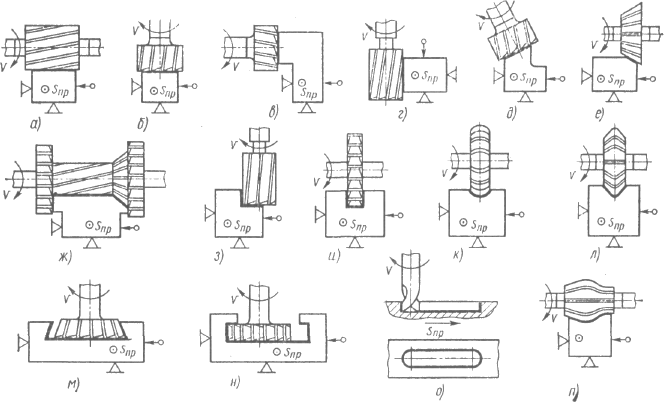
На строгальных станках обрабатывают плоские (горизонтальные, вертикальные и наклонные) поверхности, уступы, пазы (призматические, Т-образные, V-образные, «ласточкин хвост» и т. п.), рифления, фасонные линейные поверхности (рис. 30, а–е).
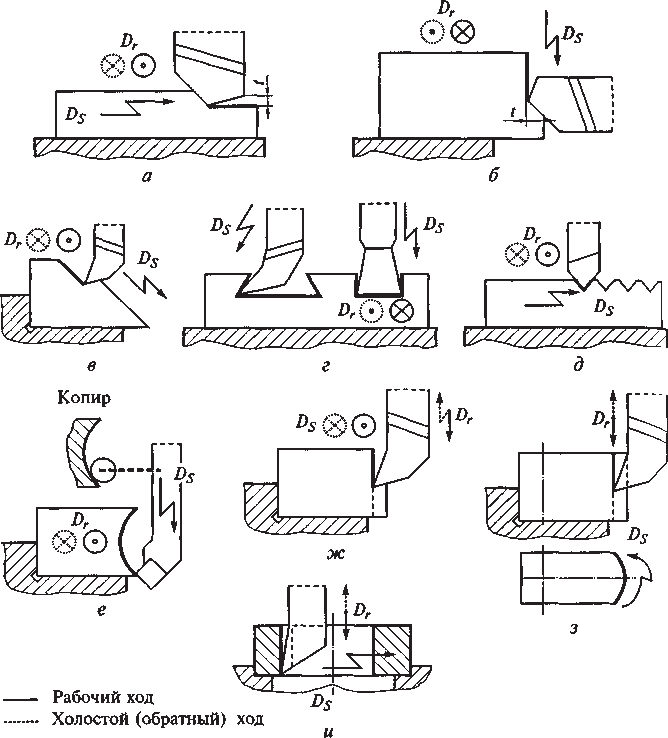
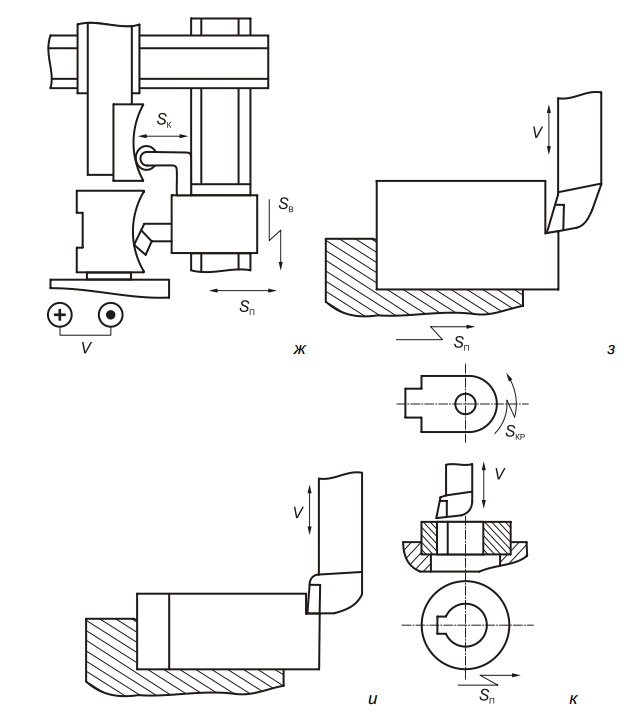
Рис. 30. Виды строгальных и долбежных работ: а–в – строгание плоских, горизонтальных и наклонных поверхностей; г, д – строгание пазов и рифлений; е – строгание фасонной поверхности по копиру; ж – долбление плоской поверхности; з – долбление фасонной поверхности с круговой подачей; и – долбление шпоночного паза; Dr – движение резания; Ds – движение подачи; t – глубина резания
На долбежных станках обрабатывают плоские вертикальные поверхности, шпоночные пазы, многогранники, некрупные отверстия, наружные пазы, фасонные поверхности (рис. 30, ж–и), в частности наружные и внутренние зубчатые венцы.
Что это такое
Фаска – это скошенные, заваленные края паркетной доски. Они выделяют шов между соседними досками, подчеркивают его, придавая поверхности объемный вид.
По форме и глубине выделяют несколько видов фасок:
- Микрофаска (глубина 0,5 – 1 миллиметр);
- V – образная, глубиной около 2 мм;
- Глубокая (от 3 мм) завальцованная, со скруглением;
- Глубокая (от 3 мм) V – образная;
- Глубокая строганная.
Фаска может быть двух- и четырехсторонней. В первом случае она снимается только на боковых кромках доски, во втором – со всех четырех сторон.

Такое напольное покрытие сделает помещение более вытянутым в длину.
Типы сварных соединений
Классификация сварных соединений довольно обширна, они различаются по типу и виду сваривания деталей.
По типу соединения сварные швы бывают односторонними и двусторонними. Выбор в пользу одного или другого типа соединения делается в зависимости от технических параметров свариваемого изделия. Как правило, наиболее ответственные конструкции свариваются посредством двустороннего шва, что обеспечивает большую надежность соединению.




По виду соединения сварные швы подразделяются на следующие:
- стыковые
- тавровые
- угловые
- внахлест
Стыковые соединения

Этот вид соединения довольно часто применяется для сварки листовых металлических конструкций и трубопроводов. Между свариваемыми заготовками устанавливается зазор в 1-2 мм, а сами они по возможности жестко фиксируются во избежание смещения. В процессе сваривания зазор заполняется расплавленным металлом.
Металлические листы толщиной до 4 мм свариваются односторонним швом без их предварительной обработки, за исключением обязательной зачистки от коррозии.
При соединении изделий толщиной свыше 4 мм может применяться как односторонний, так и двусторонний шов. В этих случаях проводится предварительная разделка кромок в зоне сваривания.
Стыковая сварка заготовок толщиной свыше 12 мм требует обязательного наложения двустороннего шва, так как одностороннее сваривание не может расплавить такой слой металла. При этом необходимо провести предварительную разделку кромок с обеих сторон. В случае если конструктивные особенности заготовки не позволяют произвести двустороннюю разделку кромок, шов сваривается в несколько проходов, заполняясь многослойным наплавом.
Сварка внахлест
Соединение внахлест применимо для сварки металлических заготовок толщиной до 8 мм. При применении этого вида соединения проварка осуществляется с двух сторон во избежание попадания влаги и возникновения коррозии между листами.
Для получения качественного шва при сварке внахлест, электрод должен находиться под углом от 15 до 45 градусов к рабочей поверхности. При отклонении от этих значений значительна часть расплава растекается в сторону от стыка, что в значительной мере снижает прочность соединения.
Угловые и тавровые соединения
Технология работы при этих видах соединения во многом схожа. Тавровые соединения в разрезе аналогичны букве Т, а угловые — букве Г.
В зависимости от толщины металла, тавровые соединения могут свариваться одним ил двумя швами, с предварительной разделкой или без нее.
Требования к сварке угловых швов такие же, как и в случае с тавровыми, так как, по сути, угловой шов рассматривается как часть таврового.
Для качественного соединения угловых или тавровых элементов, свариваемые плоскости следует расположить под одинаковым углом. Оптимальным является их сваривание «в лодочку». При соединении деталей разной толщины, угол наклона в сторону более толстой заготовке должен составлять порядка 60 градусов. В таком положении большая часть прогрева придется на толстую деталь, что позволит избежать сквозного прогорания тонкого металла.

Особенности процесса снятия фаски
Для нарезки кромки на металлическом изделии используют специальные агрегаты – фаскосниматели
, различающиеся по методу нарезки на три вида (воздушно-пламенное, механическое и газокислородное оборудование).
Процесс нарезки кромки происходит следующим образом:
- При помощи зажимов фаскосниматель крепится к кромке листа или внутренней стороне металлической трубы.
- Далее выставляется необходимый угол заточки.
- При включении машины резцовая головка подводится к изделию и происходит процесс резания фаски.
- После окончания работы резец возвращается в исходное положение.
- После проведения нарезки фаски, рабочая поверхность изделия считается подготовленной к дальнейшим сварочным работам.
При нарезке фаски образуется сварочная емкость (ванна), где собирается горячий сварочный состав. Кромка с фаской имеет определенное притупление около 3-5 мм. Когда емкость заполняется сварочным составом, участок притупления проплавляется сам. Благодаря этому, достигается нужная герметичность шва и создается дополнительная надежность.
Фаска подручным инструментом
Давайте выясним, как сделать фаску на доске, если вы собираетесь изготовить паркет из массива самостоятельно.
Фрезерный станок
Это единственный инструмент, который позволит снять фаску со всех досок под одинаковым углом и на одинаковую глубину. Надежная неподвижная фиксация фрезы вкупе с направляющей, которая не даст вам случайно сдвинуть доску в ненужном направлении, гарантирует стабильность результата.

Фрезерный станок по дереву поможет снять фаску с паркета с минимальными затратами времени.
Тонкостей в этой работе, в общем-то, немного:
- Чем выше обороты фрезы, тем более гладкой будет поверхность снятой фаски;
- Если обороты ограничены, качество фрезерования можно регулировать скоростью подачи заготовки. Чем медленнее вы ее ведете, тем меньше вероятность получить неопрятную «волну»;
- Не забудьте убедиться в отсутствии в древесине гвоздей, шурупов и прочих сюрпризов;
- Работайте только и исключительно в очках. Стружка порой летит совсем не туда, куда предполагает владелец станка.
Ручной фрезер
Если у вас есть ручной фрезер для дерева с направляющей, снять фаску с доски можно и с его помощью. Фреза проходит кромку один раз на минимальной скорости; при наличии мелких задиров и поднятой щепы лучше довести изделие напильником.

На фото — обработка края доски ручным фрезером.
Электрорубанок
Он больше подходит для изготовления настила в хозяйственных помещениях. Причина — в том, что типичный электрорубанок не имеет возможности фиксации подошвы под углом к горизонту; соответственно, наклон фаски неизбежно будет меняться от доски к доске.
Алгоритм действий при использовании этого инструмента тот же, что в случае с фрезером: вдоль каждой кромки делается строго один проход на минимальной скорости; глубина строгания в процессе работы не настраивается.

Электрорубанок предназначен, прежде всего, для строгания плоскостей.
![§ 6. строгание древесины [1989 крейндлин л.н. - столярные, плотничные и паркетные работы]](https://torgopt59.ru/wp-content/uploads/1/a/9/1a97f67f5daca090ef99ea070bccc972.jpeg)


Наихудший случай: значительный изгиб
Перед тем как обрабатывать подобную доску, вначале определите, как ею лучше распорядиться. Убирая прогиб с доски длиной 3 м, вы отправите в отходы немало древесины, что демонстрирует фото внизу.
Если вам действительно необходима длинная доска, постарайтесь подобрать доску с меньшей кривизной. Если же обязательно нужно получить длинные заготовки из сильно искривленных досок, у вас есть три варианта: распилить их вдоль циркулярной пилой, воспользоваться салазками для круглопильного станка либо ленточной пилой с удлиненным упором — при условии, что длина заготовок не превышает 0,9 м. Обработка на ленточной пиле более длинных досок лишь создаст дополнительные сложности.
Как изготовить обдирочный рубанок для гипсокартона своими руками
Рубанок для гипсокартона своими руками можно изготовить из подручных инструментов и материалов, которые наверняка найдутся в вашей квартире во время отделки комнаты гипсокартонными листами. Для этого вам понадобятся:
- Металлический направляющий профиль (лучше всего выбрать марку Knauf, поскольку более дешевые аналоги не подойдут по прочности и качеству металла).
- Небольшой отрезок деревянной доски или бруска.
- Ножницы по металлу.
- Шуруповерт.
- Саморезы.
Процесс изготовления рубанка для обработки гипсокартона пошагово:
- Длина профиля отмеряется так, чтобы она была примерно в два раза больше желаемой длины рабочей поверхности изготавливаемого инструмента.
- Боковые грани профиля разрезаем таким образом, чтобы при его сложении пополам получалось подобие короба. Но до конца его пока что не складываем.
- Прикладываем одну из половинок профиля лицевой стороной (именно эта часть будет рабочей) к деревянной поверхности и с помощью шуруповерта проделываем в ней сквозные отверстия. Чем больше их будет, тем лучше – должно получиться подобие терки.
- Теперь складываем профиль пополам и закрепляем его боковые грани саморезами с обеих сторон.
- Молотком слегка подбиваем слишком острые торчащие кусочки профиля вокруг отверстий.
- Для удобства использования, чтобы инструмент не выскальзывал из руки, его боковые грани и верхнюю часть можно обмотать изолентой либо обклеить любым нескользящим материалом.
Даже такой самодельный рубанок станет хорошим помощником в том случае, если вы хотите выполнить свой ремонт в квартире качественно.
Пневматические
Кромкорезы в пневматическим приводом станут отличным вариантом в случае отсутствия электричества или присутствия опасности повреждения проводов. Основной недостаток — исполнителю понадобится дополнительное оборудование — источник сжатого воздуха, например, компрессор.
ВАЖНО!Иногда обработка кромок должна вестись в условиях, в которых запрещено использование электричества. Тут пневматика будет незаменима.
 ТТ-80
ТТ-80
Фоскисниматель ТТ-80 — пневматический кромкорез, предназначенный для внутренней и наружной фаски труб. Крепление на изделие осуществляется с помощью трех самоцентрирующих кулачков.
- Внутренний диаметр труб — 28-76 мм.
- Наружный диаметр труб — 32-80 мм.
- Максимальная толщина стенок трубы — 15 мм.
- Ход резца — 35 мм.
- Частота вращения — 55 об./мин.
- Пневмопривод — 960 л./мин.
- Напряжение — 220 В.
- Вес агрегата — 16 кг.
 НТ1738М
НТ1738М
Фаскосниматель НТ1738М оснащен пневмоприводом, применяется для обработки кромок труб, внутренний диаметр которых составляет 60-102 мм.
Крепление аппарата осуществляется с внутренней стороны изделия.
- Мощность двигателя — 200 Вт.
- Осевое перемещение резца — 15 мм.
- Частота вращения — 220 об./мин.
- Масса оборудования — 12 кг.
Что это такое
Фаска — это скошенные, заваленные края паркетной доски. Они выделяют шов между соседними досками, подчеркивают его, придавая поверхности объемный вид.
Обратите внимание! Фаски придают трехслойной паркетной доске вид более дорогого материала — паркета из массива. Данная тенденция стилизовать дешевые материалы под дорогие, пользуется спросом, ведь рынок стройматериалов, как известно, формируется покупателями
По форме и глубине выделяют несколько видов фасок:
- Микрофаска (глубина 0,5 — 1 миллиметр);
- V — образная, глубиной около 2 мм;
- Глубокая (от 3 мм) завальцованная, со скруглением;
- Глубокая (от 3 мм) V — образная;
- Глубокая строганная.
Фаска может быть двух- и четырехсторонней. В первом случае она снимается только на боковых кромках доски, во втором — со всех четырех сторон.
Полезно: двухсторонняя фаска выделяет продольные швы. Они, в свою очередь, визуально удлиняют пол комнаты, заставляя ее выглядеть подобно коридору. Если деревянный паркет кладется в и без того вытянутом помещении, очевидная инструкция — предпочесть покрытие со швами, выделенными со всех четырех сторон.

Такое напольное покрытие сделает помещение более вытянутым в длину.
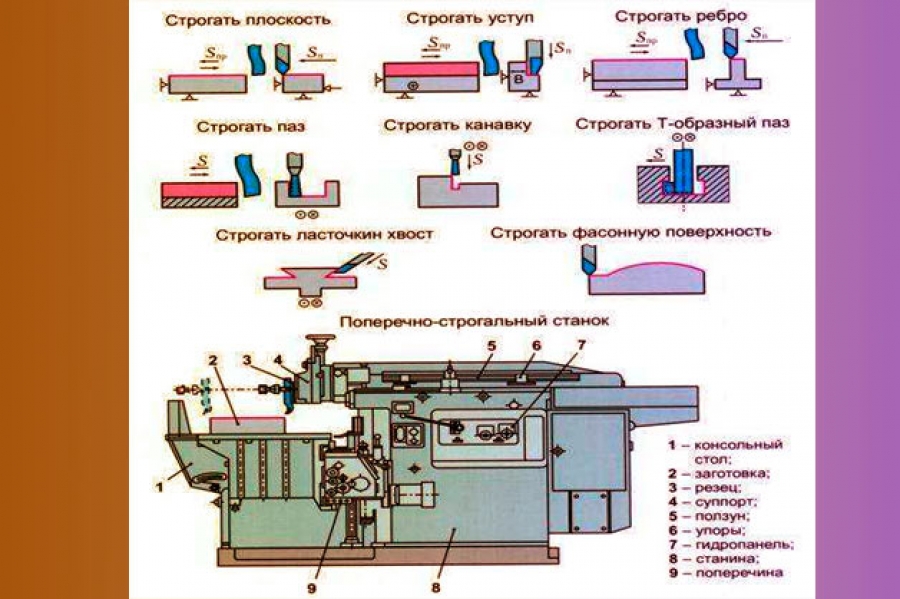
Строгальные и долбежные станки
Поперечно-строгальные станки (рис. 33, а) применяются в единичном и серийном производстве и во вспомогательных цехах машиностроительных заводов, на них обрабатываются заготовки с длиной обработки не более 1 000 мм. На фундаментной плите 6 установлена станина 7. По вертикальным направляющим станины перемещается траверса 5 с горизонтальными направляющими, на которых консольно установлен стол 1. На столе размещаются заготовка или рабочие приспособления. Вертикальные перемещения стола осуществляются домкратом 8. На верхнем торце станины выполнены горизонтальные направляющие, по которым перемещается ползун 4. На переднем торце ползуна выполнены вертикальные направляющие, по которым перемещается вертикальный суппорт 3 с поворотной плитой 2 и резцедержателем. Вертикальный суппорт можно поворачивать вокруг горизонтальной оси для строгания наклонных плоскостей. На продольно-строгальных станках обрабатывают крупные, тяжелые заготовки. Ход стола у этих станков 1,5–12 м, ширина строгания 0,7–4 м.
Продольно-строгальные станки подразделяются на однои двухстоечные. Двухстоечный станок показан на рис. 33, б.
На верхней части станины 8 расположены направляющие (правая 9 – плоская, левая 10 – V-образная). По направляющим перемещается стол 11, на котором устанавливают заготовки. Стол приводится в движение от собственного электродвигателя постоянного тока 7, что позволяет бесступенчато регулировать скорости прямого и обратного ходов. Портал станка состоит из правой 5 и левой 12 стоек, соединенных сверху поперечиной 3. По вертикальным направляющим стоек перемещается траверса 7 и каретки боковых суппортов: правого и левого 13.
а б
Рис. 33. Строгальные станки: а – поперечно-строгальный: 1 – стол; 2 – поворотная плита; 3 – суппорт; 4 – ползун; 5 – траверса; 6 – фундаментная плита; 7 – станина; 8 – домкрат; б – продольно-строгальный: 1 – траверса; 2, 4 – вертикальные суппорты; 3 – поперечина; 5, 12 – стойки; 6, 13 – боковые суппорты; 7 – главный электродвигатель; 8 – станина; 9, 10 – направляющие; 11 – стол; Dr – движение резания
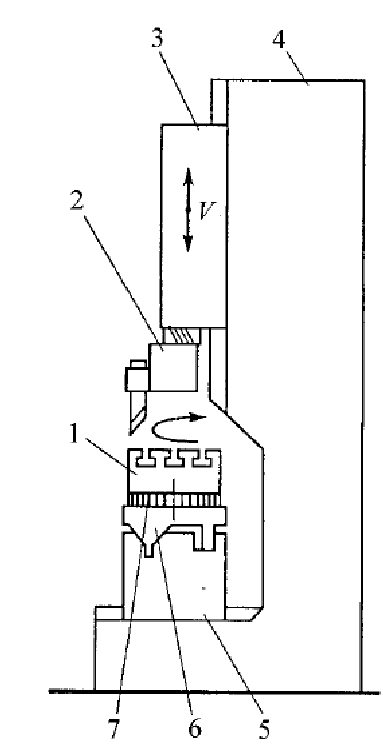
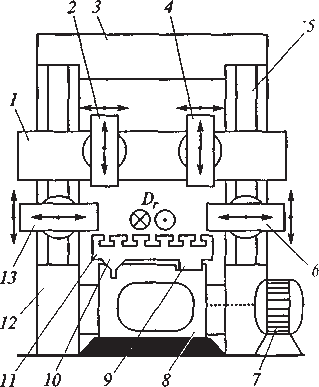
Рис. 34. Долбежный станок: 1 – стол; 2 – суппорт; 3 – ползун; 4 – станина; 5 – поперечные салазки; 6 – продольные салазки; 7 – поворотные салазки; Dr – движение резания
На траверсе размещены левый 2 и правый 4 вертикальные суппорты. Все суппорты снабжены собственными коробками подач, могут перемещаться в вертикальном и горизонтальном направлениях и быть повернуты в вертикальной плоскости на угол до 60°. Долбежные станки (рис. 34) характеризуются тем, что главное движение резания осуществляется в вертикальной плоскости. На горизонтальных направляющих станины 4 установлены поперечные 5, продольные 6 и поворотные 7 салазки с рабочим столом 1. По вертикальным направляющим станины перемещается ползун 3 с суппортом 2 и резцедержателем.
Просмотров:
1 620
Использование рубанка
Для того чтобы пользоваться кромочным рубанком в воспроизводстве деталей из гипсокартона, следует ознакомиться с некоторыми правилами, знание которых поможет с легкостью обрабатывать ГКЛ:
- Лист гипсокартона надо поставит ребром к себе.
- Данным инструментом снимается фаска не больше 5 мм.
- В итоге на границе двух листов появится ямка вдоль всего стыка, ширина которой будет от 5 до 11 мм.
- Гипсокартонные листы требуется прикрепить как можно плотнее для закрытия зазора.
- ГКЛ крепится саморезами.
Схема крепления гипсокартона саморезами
- На границе гипсокартонных листов клеится специальная сеточка — серпянка. Она служит уплотнителем границ.
- На ленту сверху накладывается шпаклевка для гипсокартона.
- После, когда шпаклевка высохнет, штукатуркой покрывается вся поверхность ГКЛ.
Если соблюдать весь алгоритм по снятию фаски, должен получиться прочно заклеенная полоса между ГКЛ. Но, кроме прочных швов, рубанком создаются ровности угла. В этом случае на уголок крепится металлический специальный профиль. С обдирочным инструментом работа идет несколько по-другому:
- Лист гипсокартона следует установить для максимального комфорта при работе с краем. Больше всего лист устанавливается краем вверх.
- Рубанок ставится на край гипсокартонной фигуры.
- Рубанком проводится по всей длине фигуры гипсокартона.
При обработке на рубанок следует нажимать чуть-чуть. Это обеспечит качественный итог работы. Если торец листа будет обработан недостаточно, тогда обработка повторяется. При сильном нажатии обработать гипсокартон будет невозможно, края сильно повредятся и приобретут ненужную форму.
Для достижения хорошего результата рубанком следует пройтись несколько раз, для того чтобы убрать заусеницы. Делая любую конструкцию из гипсокартона в наборе инструментов обязательно должны быть рубанки. С их помощью работа станет легкой и качественной.
Какие бывают инструменты для зачистки полипропиленовых труб
Правильная зачистка для труб начинается с выбора инструмента. Его вид и конструкция зависит от типа армирования (наружный, внутренний), диаметра. Для торцевой пайки необходимо использовать специальные машины для удаления кромки. Но изделия из полипропилена редко делают диаметром свыше 60 мм. Для этого используют трубопроводы из полиэтилена.
Насадки для дрели
Для обустройства трубопровода своими руками можно купить несколько ручных зачисток для стандартных диаметров – 16, 20, 25 и 32 мм. Пример инструмента для внешней обработки – серия моделей MasterProf или Newton. Каждая рассчитана для двух диаметров, например – 20х25 или 16х20. Ножи располагаются вертикально, возможна их замена, регулирование положения.

Ручное удаление удобно для небольшого объема работ. Если это нужно сделать массово, рекомендуется приобрести специальные насадки для дрели. Они также отличаются размерами, но все рассчитаны для крепления в стандартном патроне дрели. Это оптимальные инструменты зачистки для полипропиленовых труб 20-25 мм.
Как выбрать очистку ручного типа или для дрели:
- изготовлена из инструментальной стали;
- поверхность рифленая для удобства фиксации;
- для ручных моделей длина воротка от 15 см, есть возможность его замены;
- насадки для дрели (шейвер) могут быть разных диаметров. Это достигается регулированием положения лезвий.
Наихудший случай: значительный изгиб
Перед тем как обрабатывать подобную доску, вначале определите, как ею лучше распорядиться. Убирая прогиб с доски длиной 3 м, вы отправите в отходы немало древесины, что демонстрирует фото внизу.
Если вам действительно необходима длинная доска, постарайтесь подобрать доску с меньшей кривизной. Если же обязательно нужно получить длинные заготовки из сильно искривленных досок, у вас есть три варианта: распилить их вдоль циркулярной пилой, воспользоваться салазками для круглопильного станка либо ленточной пилой с удлиненным упором — при условии, что длина заготовок не превышает 0,9 м. Обработка на ленточной пиле более длинных досок лишь создаст дополнительные сложности.

Рекомендуем:
 Чайный домик в стиле «Primitive»
Чайный домик в стиле «Primitive»
 Словесные часы на голландском языке
Словесные часы на голландском языке
 Огненный мачете постапокалипсиса
Огненный мачете постапокалипсиса
 20 крутых открыток на день рождения своими руками
20 крутых открыток на день рождения своими руками
 Как сделать собачью шлейку своими руками
Как сделать собачью шлейку своими руками
 Самодельный стул для бара из старой винной дубовой бочки
Самодельный стул для бара из старой винной дубовой бочки
 Насадка, превращающая дрель в мини токарный станок
Насадка, превращающая дрель в мини токарный станок
 Q-Snap своими руками
Q-Snap своими руками
 Ободок «Цветочный бант»
Ободок «Цветочный бант»
 Необычный блок питания
Необычный блок питания