Как улучшают пластичность древесины
В нормальном состоянии пиломатериалы обладают упругостью, существенной пространственной жёсткостью и стойкостью к сжатию. Эти ценные свойства древесина получает от лигнина – природного «сетчатого» полимера, который придаёт растениям стабильную форму и прочность. Располагается лигнин в межклеточном пространстве и в клеточных стенках, соединяя целлюлозные волокна. В древесине хвойных пород его содержится порядка 23-38 процентов, в лиственных породах – до 25 процентов.
По сути, лигнин является своего рода клеем. Мы можем его размягчить и превратить в «коллоидный раствор», если нагреть пиломатериал путём пропаривания, проваривания, обработки током высокой частоты (для мелких деталей применима также бытовая микроволновка). После расплавления лигнина заготовку изгибают и фиксируют – остывая, расплавленный лигнин отвердевает и не даёт древесине вернуться в исходную форму.
Практика показывает, что оптимальной температурой для гнутья цельной древесины (брусок, рейка, доска) будет 100 градусов Цельсия. Эту температуру нужно получить не на поверхности, а внутри заготовки. Поэтому во многом от того, насколько массивной является деталь, будет зависеть время температурного воздействия. Чем толще деталь – тем дольше её придётся нагревать. К примеру, если использовать пропаривание для подготовки к изгибанию рейки толщиной 25 мм (с влажностью около 28-32%), то в среднем на это уходит около 60 минут. Примечательно, что время выдержки под паром аналогичных по габаритам деталей для любых пород примерно одинаковое.
Кстати, считается, что перегревать деталь тоже нельзя, так как лигнин после отвердевания может потерять упругость и стать слишком хрупким.
Метод проваривания используется не часто, так как заготовка сильно и неравномерно увлажняется, а такие водонасыщенные волокна и клетки при гнутье могут рваться, как минимум, с образованием ворса. Детали после варки приходится потом слишком долго сушить. Но этот способ хорошо показывает себя, если нужно обработать для гнутья только часть заготовки.
Пропаривание позволяет прогревать заготовку равномерно, причём влажность её на выходе стремится приблизиться к оптимальной. Наиболее подходящая влажность для достижения максимальной пластичности пиломатериалов считается диапазон в 26-35 процентов (момент насыщения волокон древесины).
Чтобы пропарить древесину для гнутья в домашних условиях, используют самодельные цилиндрические камеры из металлических/полимерных труб или прямоугольные короба из дерева. В качестве источника пара выступают нагревающиеся баки, электрические чайники и прочие подобные приспособления, которые могут обеспечить температуру порядка 105 градусов и небольшое давление. Далее всегда следует этап просушивания детали (+ выдержки зафиксированной формы) примерно до пятнадцати процентов и её финишной обработки.

Парогенератор из чайника

Парогенератор из полимерной трубы

Фиксация и сушка заготовки
При помощи химической пропитки
Чтобы разрушить связи лигнина между волокнами можно воздействовать на дерево химическими веществами, причем осуществить это вполне реально в домашних условиях. Идеально для этого подходит аммиак. Заготовка отмачивается в 25% водном растворе аммиака. После чего она становится весьма послушной и эластичной, что позволяет согнуть, скрутить ее и выдавить в ней под прессом рельефные формы.
 Водный раствор аммиака
Водный раствор аммиака
Чем дольше древесина находится в аммиачном растворе, тем пластичнее она становится. После отмачивания заготовки и придания ей формы, нужно оставить ее в таком изогнутом виде. Это нужно для фиксации формы, ну и для того, чтобы аммиак испарился. Опять же оставлять гнутое дерево следует в проветриваемом помещении. Интересно, что после испарения аммиака, волокна древесины обретут былую прочность, а это позволит заготовке удерживать свою форму!
Химические методы пластификации древесины
Известно также, что можно сделать пиломатериал более податливым, используя пропитку различными составами. Есть готовые пропитки, которые делают клетки древесины пластичнее, например, «Super-Soft 2». Некоторые практикующие мастера замачивают дерево в так называемых кондиционерах для текстиля, получая схожий результат.
Но могут использоваться также довольно примитивные «рецепты» с содержанием нашатырного и этилового спирта, глицерина, щелочей, перекиси водорода, растворённых квасцов… Многие из них действуют предельно просто — повышают способность заготовки поглощать воду и помогают удерживать влагу в волокнах.
Тонкие изделия типа шпона обрабатываются распылением, но подготовительная пропитка химией нормальных пиломатериалов, как правило, выполняется методом полного погружения. Чтобы рабочие вещества попали вовнутрь бруска или рейки, нужно время, обычно требуется от 3-5 часов до нескольких суток (правда, нагревание помогает сократить ожидание).
Во многом именно из-за длительности процессов химическую пластификацию применяют не часто, хотя есть и другие проблемы: цена химии, изменение окрасов, необходимость обеспечить защиту от вредных испарений, увеличенная склонность таких изогнутых деталей к распрямлению…
Химические пластификаторы для дерева
Способы гибки
Гнуть профиль можно многими способами. Главное — знать, как правильно подобрать метод загиба под конкретный вид трубы. Для этого нужно определиться с характеристикой выбранного изделия. Прежде всего — сечение. Как правило, для возведения теплиц, используют металлопрофиль с прямоугольным сечением. Чтобы изогнуть трубу без погрешностей, нужно знать высоту профиля — h. При показаниях h меньше 20 мм загиб проводят на участке, равном минимум hx2,5. При более высоких показаниях загибают на участке минимум hx3,5.
Знаете ли вы? Профильная труба хорошо сочетается с поликарбонатом не только при постройке теплицы: с этим тандемом можно соорудить беседку, навес или крышу.
Гнуть профиль можно горячим и холодным методом, с применением различных приспособлений и станков.

Гибка с нагревом
При высоте профиля свыше 40 мм мастера используют горячий метод.
Важно! Перегревать трубу категорически нельзя. Если это произошло, заготовка слегка охлаждается естественным путём.. Для этого необходимо:
Для этого необходимо:
- среднезернистый строительный песок просеять, прокалить при температуре 120–150°C;
- из древесины изготовить две заглушки, на одной из них сделать 4 продольных разреза-паза, чтобы в процессе обработки выходили газы;
- трубу необходимой длины с одной стороны затыкают заглушкой без пазов;
- через воронку засыпают песок, простукивая деревянной или резиновой киянкой для равномерного распределения по всей заготовке (глухой звук говорит о том, что труба вся наполнена);
- убирают воронку, профиль закупоривают заглушкой с пазами;
- размечается место изгиба;
- одну сторону металлопрофиля вставляют в тиски, фиксируют;
- если труба со сварным швом, профиль крепится швом сбоку (сверху или снизу нельзя);
- отмеченное место для загиба накаляют горелкой или паяльной лампой до красно-кирпичного цвета;
- раскалённую заготовку сгибают без резких движений, плавно, одним движением, в соответствии с шаблоном;
- мускульная сила прилагается либо в вертикальной, либо в горизонтальной плоскости;
- сгибать проще при помощи трубы большего диаметра, надев её на свободный конец заготовки;
- после остывания профиль прикладывают к шаблону;
- если есть существенные погрешности, процедуру нагрева и сгибания повторяют (но всё же рекомендуют сделать загиб с первого, максимум со второго раза, иначе заготовка совсем испортится);
- если всё в порядке, следует выбить или выжечь заглушки, и высыпать наполнитель.
 Не стоит забывать о безопасности. Работать нужно в плотных рукавицах
Не стоит забывать о безопасности. Работать нужно в плотных рукавицах
Холодная гибка
Без тепловой обработки можно своими руками загибать металлический профиль с высотой не более 40 мм. Трубу до 10 мм не нужно ничем заполнять. Если у изделия тонкие стенки и высота больше 10 мм, его необходимо наполнить либо песком, либо канифолью.









Ещё одним способом холодной гибки является заполнение трубы водой с последующей заморозкой. Для этого на один конец ставится заглушка, профиль наполняется водой через воронку, глушится с другого конца и выносится на мороз. После полного застывания можно начинать загиб. При этом методе металлопрокат легче согнуть, и он не деформируется.
Знаете ли вы? Площадь самой большой теплицы в мире — 22 тыс. м?. Находится она в Великобритании, а построена из стальных трубок с наружными панелями из термопластика.
Альтернативой сыпучим наполнителям может служить пружина с плотной навивкой. Её помещают внутрь, предварительно прикрепив на концах куски проволоки. Пружина должна свободно входить, но плотно заполнить профильную трубу.

Нормы и прочность конструкции гнутой древесины
Кроме традиционного применения гнутой , сегодня все чаще применяются строительные конструктивные элементы, выполненные данным способом. Использование несущих элементов из гнутой древесины позволяет создавать новые интересные виды архитектурных решений, что в сочетании с оптимальными экономическими показателями таких конструкций объясняет повышенный интерес к ним со стороны практического применения не только в индустриальном, но и в частном жилищном строительстве.
Изготовить криволинейную конструкцию из гнутой древесины можно двумя способами: выпиливая ее из досок, сгибая брус (цельногнутые изделия) или слои древесины с одновременным их склеиванием (гнутоклееные изделия). Процесс гибки древесины основан на ее способности при определенных условиях под действием внешних нагрузок изменять свою форму и сохранять ее в дальнейшем.
Понятно, что выпилить из доски изделие больших размеров и кривизны практически невозможно, поэтому для того, чтобы в домашних условиях изготовить гнутую доску или балку для строительства красивой или купола, венчающего декоративную башенку дома, следует подготовить все необходимое для гибки древесины. Подобно тому, как оптимизация сайта позволяет увеличить рейтинг интернет-ресурса, так и выбор качественного материала для гибки улучшает ее результат. В качестве заготовок выбирается необрезная доска или брус без сучков, косослой у которых не более 10% от площади поверхности. Лучшими сортами древесины, обладающими повышенной пластичностью, являются граб, клен, бук, дуб, ясень и вяз.
После того, как материал подобран, можно приступать к процессу гнутья, основными этапами которого являются: гидротермическая обработка, гнутье заготовки и сушка изделия. Оптимальными параметрами, при которых гибка проходит максимально качественно, являются влажность древесины в пределах 25-30% и температура в центре заготовки от 80 до 90°С.
Профессиональная раскрутка сайтов, посвященных тонкостям технологии гибки древесины, наверняка вызовет интерес широкой аудитории, поскольку простота этого процесса несопоставима с полученным результатом. Гидротермическая заключается в пропаривании или проваривании заготовки в горячей воде.
Пропаривание технически более сложно, поэтому в домашних условиях проще организовать проваривание древесины в варочном баке подходящего размера. Заготовку, извлеченную из варочного бака, следует немедленно закрепить на шине при помощи струбцин, пока древесина не остыла. Иначе в ее наружных слоях возникнут напряжения, приводящие к трещинам.
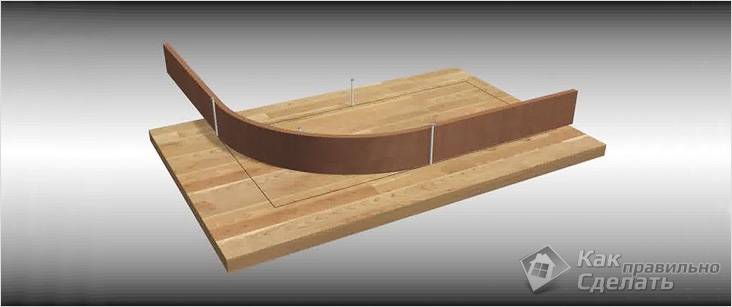
Метод расслоения
Сначала необходимо сделать заготовку дерева, которая будет подвергаться изгибу. Доски должны быть чуть дольше, чем протяженность готовой детали. Это разъясняется тем, что изгиб укоротит ламели. Перед тем как начать резку, направляться нарисовать карандашом диагональную прямую. Сделать это необходимо поперек нижней стороны доски. Это разрешит сохранить последовательность ламелей по окончании их перемещения.
Доски отрезаются прямослойным краем, ни за что не лицевой стороной. Так, их возможно будет сложить вместе с мельчайшим трансформацией. В форму наносится пробковый слой. Это окажет помощь избежать неровностей в форме пилы, что разрешит сделать более четкий изгиб. Помимо этого, пробка удержит расслоение в форме. Сейчас наносится клей на верхнюю сторону одной из деревянных ламелей.
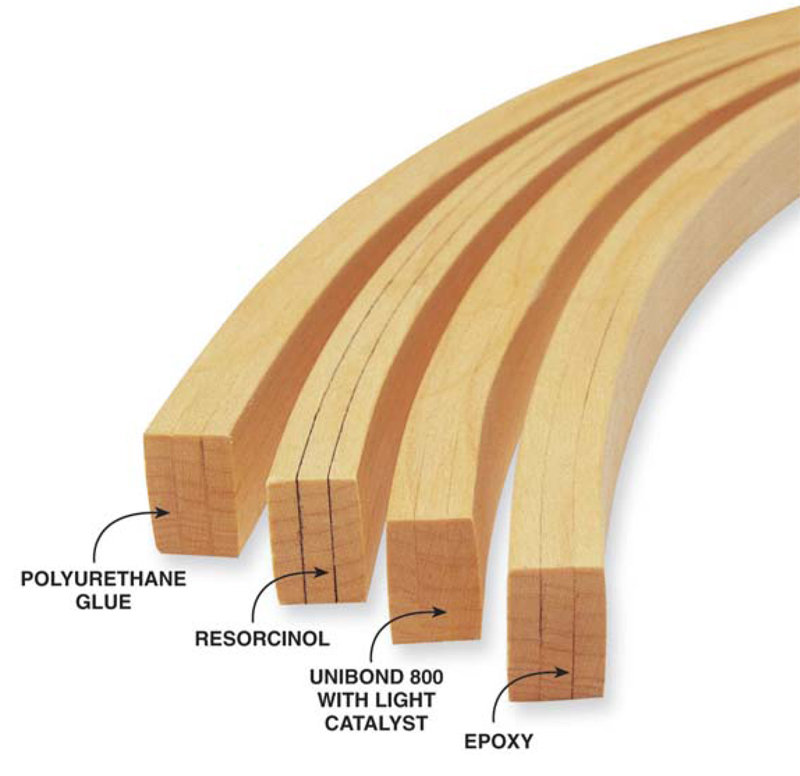
Клей наносится на ламели валиком. оптимальнее применять карбамидоформальдегидный клей, складывающийся из 2 частей. Он владеет большим уровнем сцепления, но долго сохнет. Возможно кроме этого применять эпоксидную смолу, но таковой состав много стоит, и разрешить его себе может не каждый. Обычный клей для дерева в этом случае нельзя применять. Он быстро сохнет, но есть весьма мягким, что в данной обстановке никак не приветствуется.
Заготовку из гнутого дерева направляться как возможно стремительнее поместить в форму. Так, на промазанную клеем ламель укладывается еще одна. Процесс повторяется, пока гнутая заготовка не купит нужную толщину. Доски скрепляются совместно. По окончании того как клей всецело высохнет, направляться укоротить ее до нужной длины.
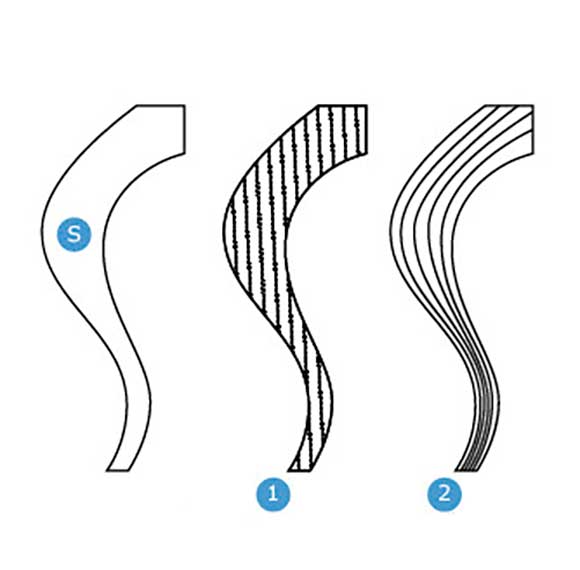
Почему гнутьё лучше выпиливания
Криволинейную деревянную деталь можно получить двумя методами: изогнув ровную заготовку, либо вырезав необходимую пространственную форму. Так называемый способ «выпиливания» привлекает пользователей своей простотой. Для такого изготовления деталей и конструкций не нужно использовать сложные приспособления, не приходится тратить много времени и сил. Однако, чтобы выпилить криволинейное деревянное изделие, приходится применять заведомо слишком крупную заготовку, причём очень много ценного материала будет безвозвратно теряться в качестве отходов.
Но главной проблемой являются рабочие характеристики полученных деталей. При раскрое криволинейной детали из обычного обрезного пиломатериала, волокна древесины не меняют своего направления. Как результат, в зону радиусов попадают поперечные срезы, которые не только ухудшают внешний вид, но и заметно усложняют последующую доводку изделия, например, его фрезерование или чистовое шлифование. Кроме того, на самых уязвимых для механического воздействия скруглённых участках волокна идут поперёк сечения, что делает деталь склонной к разлому в этом месте.
Тогда как при гнутье обычно наблюдается противоположная картина, когда древесина становится только прочнее. На кромки изогнутого бруса или доски не выходят «торцевые» срезы волокон, поэтому впоследствии можно без ограничений обрабатывать такие заготовки, с использованием всех стандартных операций.
Изгибание волокон дерева
Сгибаем металлическую трубу в домашних условиях
Главное, к чему нужно стремиться, сгибая металлическую трубу – не сплющить её и не поломать. Труба при сгибании может измениться в диаметре, что негативно скажется на любой системе трубопровода.
Для любых металлических труб нужно предварительно проделать проверенную процедуру:
- Отрезок заполняется мелким песком «под завязку».
- Концы трубы нужно заглушить, для этой цели изготавливаются 2 деревянных чопика (нужно быть осторожным, чтобы не вогнать чопики слишком глубоко, иначе их потом будет трудно вытащить и придётся пробки выжигать).
- Теперь трубу можно гнуть, без опаски, что она деформируется.
Зимой можно воспользоваться не песком, а обычной водой. Вбивается чопик, труба заливается водой, проходит время, пока вода замёрзнет в лёд. Проводится сгибание, а уже потом труба размораживается, и вода сливается.
Стальные и алюминиевые изделия
Для этих целей можно воспользоваться:
- газосваркой;
- паяльной лампой;
- пропановой горелкой.
Как узнать, что труба достаточно нагрета:
- Стальная: станет насыщенно-красной.
- Алюминиевая: поднесите к месту нагрева бумагу. Если она задымится или загорится – нужная t достигнута.
Сгибать трубу нужно не торопясь. Работать можно только в перчатках!
Метод надрезов
При горячем способе, в месте сгиба появляется выпирающая складка. Есть ещё один метод – более трудоёмкий, но порой оправданный. Это метод надрезов.
Делается несколько разрезов до половины трубы.
Расстояния между надрезами будет зависеть от ? трубы и того, какой требуется изгиб.
- При небольших диаметрах толщины надреза будет достаточно, чтобы получить плавный изгиб (чем больше пропилов, тем аккуратнее будет изгиб).
- Для труб с большим диаметром можно выпилить несколько небольших клиньев.
В основном такой метод применяется в декоративных конструкциях.
Чтобы таким образом согнуть трубу, по которой будет двигаться жидкость, нужно тщательно заварить все разрезы, а сварной шов зачистить и отшлифовать болгаркой. После покраски изделие принимает декоративный вид без следов деформации.








После гнутья разрезанием, внутренняя поверхность трубы остаётся шершавой, с острыми выступами, а значит, в этом месте будет задерживаться мусор, оседать ржавчина и т.д. Это явный минус для отопления и водопровода!
Как согнуть нержавеющую и оцинкованную трубу в домашних условиях
Сразу нужно сказать, что нержавейку и тем более оцинковку нельзя нагревать. Эти материалы деформируют только холодным способом.
Как и в случае с другими металлическими трубами, используется внутренний ограничитель – т.е. засыпается песок, ставятся заглушки.
После чего лучше воспользоваться трубогибом арбалетного типа.
Если его нет, часть изделия зажимается в тиски, а на другую часть происходит надавливание. Минус такого метода – бывает сложно заставить трубу гнуться в том месте, и быть именно той формы, что нужно.
В домашних условиях можно согнуть нержавейку диаметром до 4 см с толщиной стенок до 3 мм. Если же эти показатели больше, следует применять профессионально оборудование.
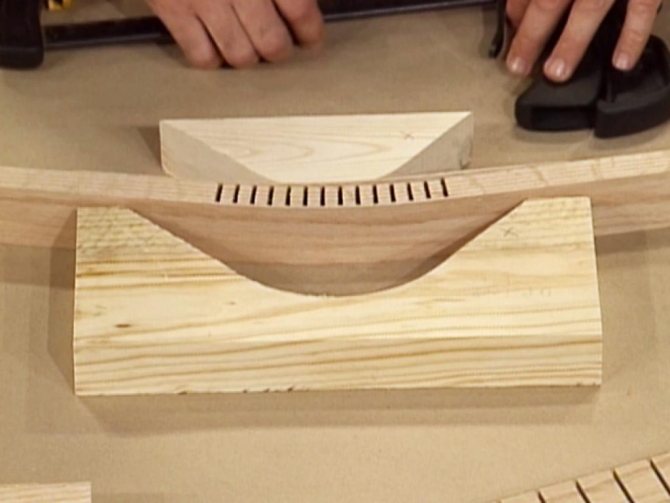
Нагрев в паровой коробке
 Паровая коробка
Паровая коробка
Вначале следует подготовить паровую коробку. Она может быть собственноручно сделанной. Ее главная задача — держать дерево, которое необходимо согнуть. В ней должно быть отверстие, предназначенное для выхода давления пара. В противном случае она взорвется.
Отверстие для выхода пара должно располагаться в дне коробки. Кроме того, в коробке должна быть предусмотрена съемная крышка, через которую можно будет вытащить гнутое дерево, после того как оно приобретет нужную форму. Чтобы удержать деревянную гнутую деталь в нужной форме, следует использовать зажимы. Их можно сделать самостоятельно из дерева или купить в специализированном магазине.
Из дерева следует сделать круглые обрезки — несколько штук. В них просверливаются смещенные от центра отверстия. После этого необходимо просунуть болты через них, а затем просверлить еще одно отверстие через стороны, чтобы задвинуть их намертво. Такие нехитрые поделки могут стать отменными зажимами.
Теперь настало время пропарить дерево, для этого следует позаботиться об источнике тепла и закрыть заготовку из дерева в паровой коробке. На каждые 2,5 см толщины заготовки пропаривать изделие нужно около часа. По истечении времени, дерево нужно вынуть из коробки и придать ему необходимую форму. Процесс должен выполняться очень быстро. Сгибается заготовка аккуратно и мягко.
 Придаем форму
Придаем форму
Как только желаемый результат достигнут, гнутое дерево нужно зафиксировать в таком положении. Можно закреплять дерево при его формировании. Благодаря этому легче контролировать процесс.
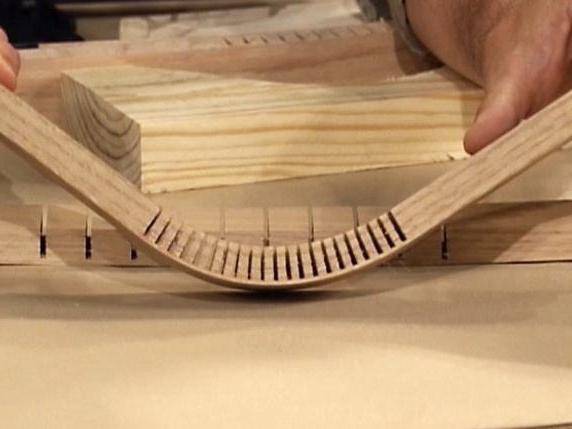
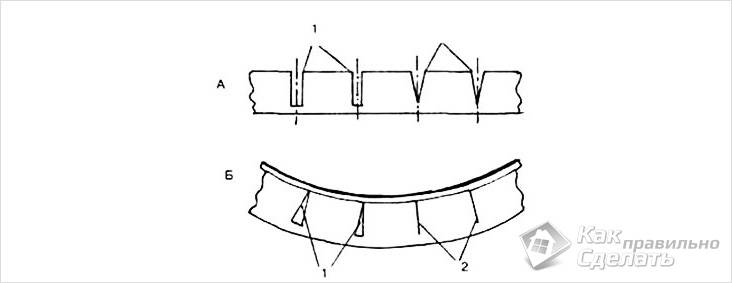
Пропил, как метод
 Пропилы
Пропилы
Подготовленный деревянный отрезок нужно пропилить. Пропилы делаются на 2/3 от толщины заготовки. Они должны находиться с внутренней стороны изгиба. Следует быть предельно внимательным, ведь грубые пропилы могут сломать дерево.
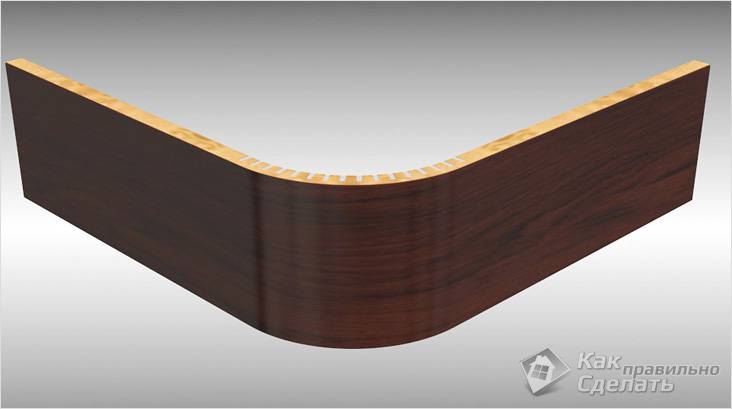 Дефекты можно скрыть шпоном
Дефекты можно скрыть шпоном
Надрезы делаются поперек узора дерева. Далее следует сжать края заготовки так, чтобы соединить получившиеся зазоры вместе. Такую форму и приобретет изгиб по окончании работы. Затем изгиб исправляют. Чаще всего внешнюю сторону обрабатывают шпоном, в некоторых случаях ламинатом. Это действие позволяет исправить изгиб и скрыть любые допущенные в процессе производства дефекты. Пробелы между согнутым деревом скрываются элементарно – для этого смешивается клей и опилки, а после этой смесью заполняются пробелы.
 Надрезы делаются поперек узора дерева
Надрезы делаются поперек узора дерева
В независимости от метода сгиба, после того как дерево будет вынуто из формы, изгиб слегка расслабится. Ввиду этого его нужно сделать чуть больше, чтобы впоследствии компенсировать этот эффект. Метод пропиливания можно применить при сгибе части коробки или металлического уголка.
Итак, применяя такие простые рекомендации можно без особенных трудозатрат своими руками согнуть дерево.
Помогла ли вам статья?
Да6Не особо1
Гибка полипропиленовых труб в домашних условиях
Полипропилен (армированный и нет) соединяется при помощи специального паяльника, а для всевозможных поворотов и конструктивных элементов применяются фитинги. Их выпускают самых разных форм и направлений, даже когда нужно плавно обойти какой-то объект, существуют специальные «обводки», поэтому чаще всего при монтаже ПП водопровода можно обойтись без сгибания.
 Если же на свой страх и риск решите гнуть ПП:
Если же на свой страх и риск решите гнуть ПП:
- Место сгиба зафиксируйте, и очень медленно надавливайте на концы. Радиус «холодного» изгиба не должен превышать восьми ? самой трубы.
- Когда нужен больший угол, внутрь помещают специальную пружину, затем отрезок нужно прогреть строительным феном до 150°C и после этого плавно сгибать. Когда труба остынет нужно тщательно проверить деформированный участок – здесь не должно быть трещин и вмятин.
Когда полипропилен нагрет – он становится очень податливым и эластичным. Согнуть его – полдела, нужно ещё и зафиксировать отрезок в этом положении до полного остывания.
После того, как материал вновь станет твёрдым, из него извлекается пружина.
Металлопластиковые трубы
Такие трубы гораздо эффективнее справляются с перепадами температур, отлично подходят для горячего водоснабжения, отопления и не подвергаются морозам. В состав труб входят два материала, они в соединении обеспечивают изделиям прочность и долговечность.

Метод изготовления представляет прослойку пластика и тонких листов металла. Несмотря на возможность выдерживать высокие температуры трубы хрупкие и при сильном физическом воздействии повреждаются.

Следует обратить внимание, что по составу пластиковые трубы делятся на два основных типа: полиэтиленовые и поливинилхлоридные.

Первые в составе имеют различные виды полиэтилена, выдерживают давление и высокие температуры.
Вторые – изготовлены из поливинилхлорида, благодаря этому прочны и устойчивы к смене температур, но не используются для воды, поскольку хлорид имеет свойство вымываться из труб и попадать в вещество, следовательно, и в организм человека.

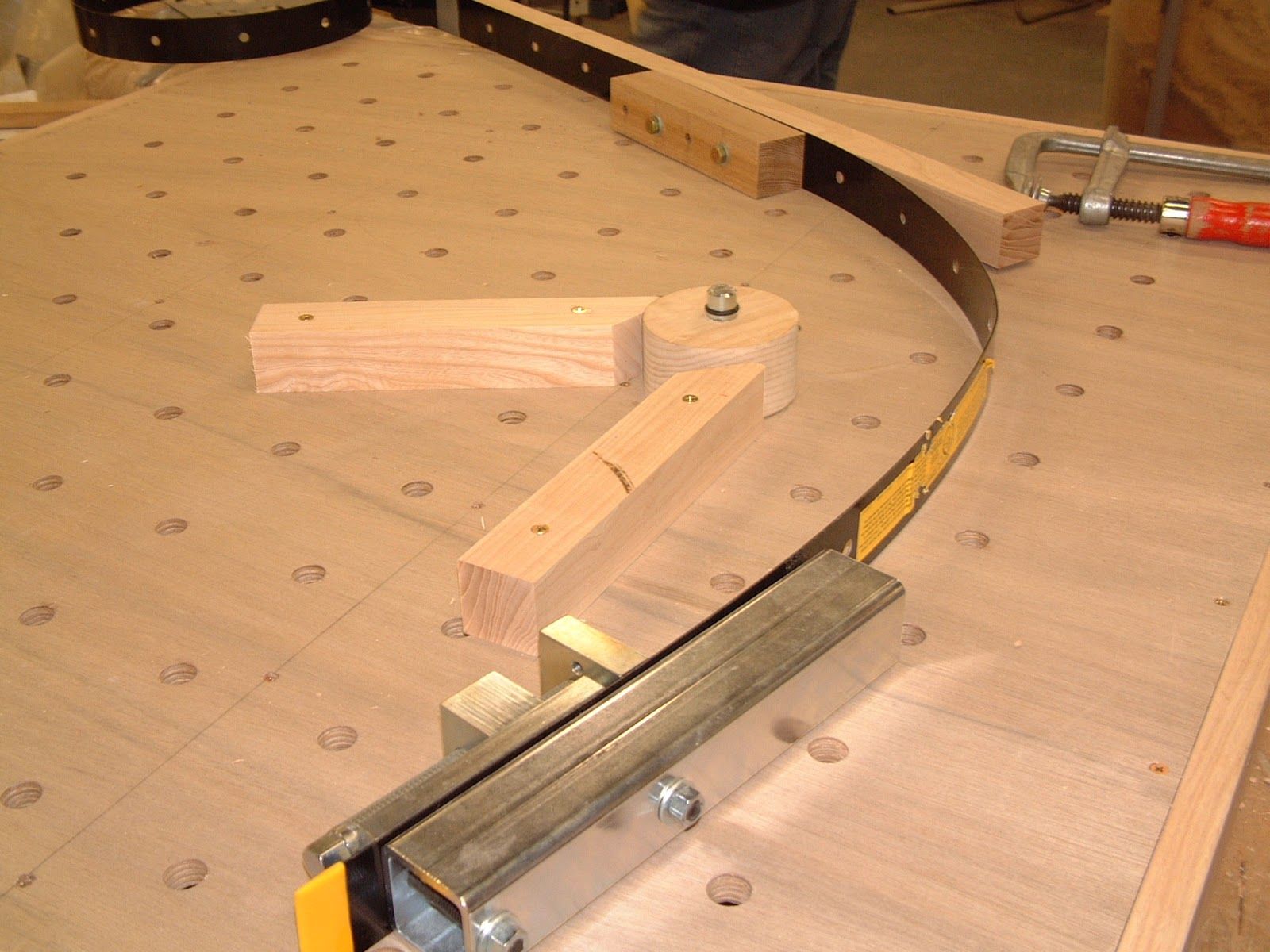
Шина как действенный способ избежать разрушения древесины при изгибании
Так как основной проблемой является разрыв волокон со стороны наружного радиуса, именно эту поверхность заготовки нужно как-то стабилизировать. Одним из самых распространённых методов является использование накладной шины. Шина представляет собой стальную полосу толщиной от полмиллиметра до двух миллиметров, которая охватывает брус или доску по наружному радиусу и изгибается на шаблоне вместе с древесиной. Упругая полоса поглощает часть энергии при растягивании и одновременно с этим перераспределяет разрушающую нагрузку по длине заготовки. Благодаря такому подходу в купе с увлажнением и нагревом, допустимый радиус изгиба уменьшается в разы.
![§ 29. гибка труб [1980 макиенко н.и. - общий курс слесарного дела]](https://torgopt59.ru/wp-content/uploads/f/2/b/f2b8ab46fe3ca20c49d3d2cb4c9d2d8e.jpeg)








Параллельно с использованием стальной шины в гибочных приспособлениях и станках добиваются механического уплотнения древесины. Делается это при помощи прессующего ролика, который давит на заготовку по наружному радиусу изгиба. Кроме того, форма-шаблон в таком приспособлении часто наделена 3-миллиметровыми зубьями (с шагом около 0,5 см), ориентированными навстречу ходу заготовки.
Задача зубчатой поверхности шаблона — не дать заготовке проскользнуть, предотвратить взаимный сдвиг волокон в деревянном массиве, а также создать мелкую вдавленную гофру в вогнутом радиусе детали (волокна тут запрессовываются вовнутрь массива, следовательно, решаются проблемы со складками).
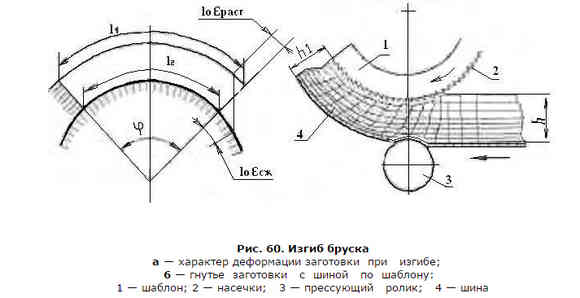
Схема изгиба с шиной
Прессование с шиной позволяет с минимальным процентом брака изгибать бруски и доски из хвойной и мягкой лиственной древесины
Обратите внимание, что детали из относительно твёрдых пород при гнутье с прессованием становятся примерно на десять-двенадцать процентов тоньше, а сосновые и еловые заготовки – на 20-30% тоньше. Но к положительным моментам этого метода нужно отнести значительное увеличение прочностных характеристик готового изделия, а также существенное снижение требований к наличию пороков и дефектов в заготовках из древесины

Рекомендуем:
 Ободок «Цветочный бант»
Ободок «Цветочный бант»
 Необычный блок питания
Необычный блок питания
 Как купить подержанный автомобиль: исчерпывающее руководство
Как купить подержанный автомобиль: исчерпывающее руководство
 Правильный уход за дряблой кожей лица
Правильный уход за дряблой кожей лица
 Вешалка для кружек
Вешалка для кружек
 Ободок из атласных лент
Ободок из атласных лент
 Светодиодно-песочные часы своими руками
Светодиодно-песочные часы своими руками
 Приспособление для быстрой замены масла в бензотехнике
Приспособление для быстрой замены масла в бензотехнике
 Как красиво сложить салфетки — ТОП-100 лучших фото-схем как сложить салфетку. Мастер-класс с полным описанием техник + обзоры интересных идей сервировки
Как красиво сложить салфетки — ТОП-100 лучших фото-схем как сложить салфетку. Мастер-класс с полным описанием техник + обзоры интересных идей сервировки
 Оригинальная фоторамка
Оригинальная фоторамка