Особенности конструкции
По своим характеристикам и устройству различают несколько типов печей для электродной сушки и их прокаливания:
-
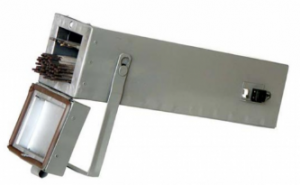
Электрические печи стационарные (обычные). Стационарная электродная печка представляет собой электротехническую установку, состоящую из нагревательного элемента, корпуса, рабочей камеры с решетками, дверцы и изолирующего термостойкого материала.
- Электрические печи стационарные (программируемые). Программируемая печь снабжена еще блоком электроники для поддержания нужного температурного режима в течение всего времени обработки электродов.
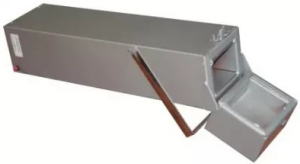
- Электрические переносные печи-пеналы. Электрические переносные печи-пеналы используются при строительных работах. Они работают от электрической сети, снабжены специальной ручкой для переноски и компактны. Такое устройство легко можно подключить к переносному удлинителю непосредственно на месте проведения сварочных строительно-монтажных работ и провести сушку или прокаливание электродов перед процессом сварки.
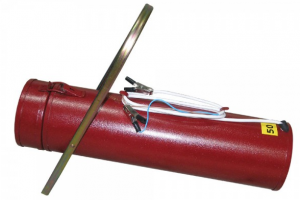
- Пеналы переносные термосного типа. Термосные пеналы не имеют подключения к электрической сети. Они способны автономно удерживать высокую температуру у предварительно нагретых электродов в течение нескольких часов. Такие «термосы» обладают малым весом и габаритами, их удобно транспортировать и переносить вручную.
- Самодельные электропечи. О них будет речь чуть ниже.
Сварка меди и ее сплавов технология
Сплавы меди в отличие от чистого вида металла имеют пониженную теплопроводность, следствием чего не требуется повышенная температура. Существует несколько разновидностей сплавов, наилучшим вариантом является бескислородная медь. Технология сварки меди подразумевает использование предварительно подготовленных изделий. Перед сваркой изготавливаются детали соответствующего размера, у составляющей длиной до 18 мм подготавливаются кромки фасок.
При действиях с большими объемами, скорость обработки достигается с использованием фаскоснимателя, который способен обрабатывать деталь в нужной форме. Кроме того, места соединений тщательно очищаются от грязи и окислений, во избежание образования дефектов. Сварка меди происходит защищенной от кислорода среде, для этого используются проволока из сплавов алюминия с добавлением фосфора. Очищенная от примесей часть требует предварительного нагрева, иначе слой флюса растечется по швам неравномерно.

Качественное производство выполняется с применением электродов, длина дуги составляет не более 5 мм. Соединение импульсно – дуговым методом позволяет производить различные швы, использовать тонкий металл. В сложных ситуациях, во избежание излома и образования трещин, подкладывается упор, который способствует надежному креплению деталей.
Электроды для алюминия
Сварка изделий из алюминия является непростым делом и имеет свои особенности. На поверхности этого металла имеется оксидная пленка, что вносит свои трудности при работе с этим металлом. Быстрое окисление алюминия ведет к образованию тугоплавкой пленки, что препятствует образованию цельного шва на соединениях.
Присутствие в сплавах на основе алюминия такого элемента, как кремний, приводит к формированию трещин между кристаллами металла. Возникновение шлака при остановках техпроцесса приводит к затруднению вторичного разжигания дуги. Сварочный валик при затвердевании может потерять свою форму вследствие высокого значения коэффициента линейного расширения.
Однако с этими проблемами могут справиться с большим или меньшим успехом самодельные электроды по алюминию. Для получения качественного шва необходимо, чтобы состав стержня электрода по своему составу соответствовал основному материалу. Поэтому для сварки алюминиевых изделий следует использовать алюминиевую проволоку в качестве стержня для самодельного электрода.
Чтобы получить качественный результат, используя электроды по алюминию своими руками, необходимо тщательно очистить поверхности соединяемых алюминиевых деталей. Это можно сделать с помощью различных растворителей типа технического спирта. Также помогут щелочные ванны.
Если изготавливаются электроды по алюминию для дуговой сварки своими руками, то при их использовании необходимо обращать внимание на значении выставленного на оборудовании тока. Он должен быть минимальным
Чтобы получить электроды для сварки алюминия своими руками, надо подготовить проволоку, изготовленную из алюминия, диаметр которой не превышает 4 миллиметра, и нарезать ее на отрезки длиной приблизительно 20-25 миллиметров. По своему усмотрению можно немного скорректировать эти значения.
Затем следует приступить к приготовлению обмазки. Для этого тщательно измельченный мел, обычно белого цвета, надо смешать с приобретенным в магазине силикатным клеем, называемым часто жидким стеклом. Эту смесь следует перемешать до получения жидкой консистенции. Затем надо начинать обмакивать в ней поочередно нарезанные прутки, оставляя сухим небольшой конец. Толщина покрытия не должна превышать два миллиметра и за этим необходимо тщательно следить.
Далее электроды следует оставлять на просушку, дождавшись, чтобы покрытие в виде обмазки прочно затвердело. Прокаливание самодельных алюминиевых электродов надо проводить в течение двух часов при температуре не меньше, чем 200 градусов.
Сварку с помощью алюминиевых электродов надо проводить, используя постоянный ток, установив на применяемом оборудовании обратную полярность. Если предполагается сваривать толстостенные изделия, то проволоку для изготовления электродов надо выбирать большого диаметра.
Термопеналы: популярные модели
На российском рынке сварочного оборудования присутствует большое количество крупных и проверенных производителей, предлагающих качественную оснастку. Одним из лидеров по изготовлению термопеналов является завод “ТЭН и К” из Миасса. Продукция данного предприятия пользуется неизменно высоким спросом.
Наиболее популярные модели:
ТП5/150
1. Термопенал ТП5/150 предназначен

Основные технические характеристики:
- Масса загружаемых материалов- 5-6 кг.
- Вес – 3-4 кг.
- Масса с загрузкой – 9-10 кг.
- Номинальная мощность – 200 Вт.
- Номинальное напряжение – 36-60, 90, 220 В.
ТП-6/130
2. Термопенал ТП-6/130 применяются для сушки электродов при температуре 130 градусов. Корпус выполнен из металла, по желанию заказчика основным материалом для корпуса может стать стеклопластик.
- Масса загружаемых материалов- 8 кг.
- Вес – 6 кг.
- Номинальная мощность – 200 Вт.
- Номинальное напряжение – 36-60 В, 60-100 В от сварочного аппарата.
- Частота переменного тока – 50 Гц.
- Габариты – 530 мм. х 116 мм. х 100 мм.
ПЭ6-150
3. Термопенал ПЭ6-150 используются для хранения электродов на рабочем месте сварщика, подключается и к сварочному трансформатору, и к сети.
- Масса загружаемых материалов- 6 кг.
- Вес – 4 кг.
- Номинальная мощность – 200 Вт.
- Напряжение питающей сети – 36 В.
ТП8/130
4. Термопенал ТП8/130 предназначен для хранения прокаленных сварочных электродов, применяемых для ручной дуговой сварки, имеет два отделения для расположения материалов различного типа.
- Масса загружаемых материалов- 8 кг.
- Вес – 5 кг.
- Номинальная мощность – 200 Вт.
- Номинальное напряжение – 36-60, 90, 220 В.
- Масса с загрузкой – 13 кг.
ТП10/150
5. Термопенал ТП10/150 предназначены для хранения и подогрева с автоматическим поддержанием температуры прокаленных сварочных электродов, применяемых для ручной дуговой сварки.

- Масса загрузки – 10 кг.
- Вес – 9 кг.
- Номинальное напряжение – 36-60, 90, 220 В.
- Габариты – 190 мм. х 651 мм. х 230 мм.
Напомним, пеналы нужны лишь для поддержания в сухом состоянии, для прокалки нужны печи.
Что представляет собой прокалка электродов перед сваркой?
Прокалка электродов в домашних условия – это термическая обработка, которая позволяет избавиться от влаги в их покрытии. Лишнее количество влаги приводит к тому, что электрод сложно поджигать и его покрытие начинает осыпаться. Все это самым непосредственным образом сказывается на качестве работы. Именно поэтому, прежде чем сваривать что-то электродом, нужно их тщательно проверить и произвести их подготовку.










Многие пользователи задаются вопросом: с какой целью производят прокалку?
Выполнять ее нужно в таких ситуациях:
- материалы хранились длительный период времени,
- электроды находились в местах, где слишком большой уровень влажности,
- на изделия попала влага.
- в процессе работы вы заметили, что на них слишком много влаги.
Прокаливать электроды нужно еще и в тех случаях, когда необходимо повысить температурный режим расхода материалов перед работой. Не со всеми из них можно работать без предварительного разогрева, поскольку из-за слишком большого перепада температур можно изувечить сварочную ванну, и в конченом итоге вы будете иметь некачественный шов.
Основные этапы работ
На следующем этапе делаем разметку и сверлим в двух крышках по два отверстия на некотором расстоянии друг от друга.

Соединяем крышки между собой при помощи болта с гайкой (болт вставляем в центральное отверстие). Вкручиваем горлышко бутылки в крышку.

Далее отрезаем кусок пластиковой трубы нужной длины, чтобы внутри поместились электроды. Оба горлышка надо надеть на трубу. Самоделка готова.

Данный тубус можно использовать также для хранения и переноски сверл или длинных шпилек.
Подробно о том, как сделать тубус для электродов из ПВХ трубы и пластиковых бутылок, смотрите на видео ниже. Обзор подготовлен на основе видеоролика с YouTube канала LaKema.
Источник
Измерим ли он?
Итак, срок годности электродов для сварки – измерим ли он. Условия содержания напрямую влияют на срок годности электродов. Материалы для сварки также, как и используемые в повседневной жизни товары, имеют период хранения.
При соблюдении всех вышеперечисленных параметровпрутки могут храниться практически неограниченный период времени. Все особенности содержания и упаковки должны соблюдаться в соответствии с нормами ГОСТа 9467-75 и ГОСТа 9466-75. Данное правило относится как к производителям, которые хранят прутки на складе перед отправкой клиенту, так и к конечным потребителям, содержащим сварочные материалы непосредственно перед применением.
Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.
Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Сечение провода вторичной обмотки должно быть не менее 1,8 см 2 . Если удастся найти подходящий кабель заводского производства в изоляции, то лучше использовать его. Хороший результат дают как кабели с монолитной сердцевиной, так и многожильные из скрученных в жгут медных проводов. На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А. Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Прокалить или просушить – в чем разница
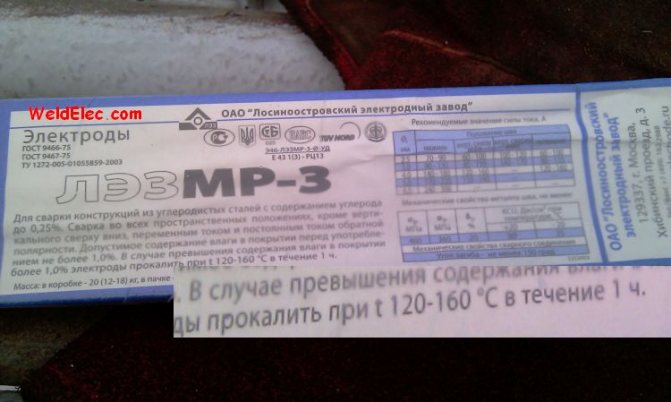
Процедуры прокалки и сушки схожи практически по всем параметрам. Однако, есть некоторые незначительные различия. Прокаливание выполняется строго по инструкциям, представленным на упаковке (как на фото выше). Главная цель просушивания – удаление влаги
Поэтому для данной процедуры не так важно точно и серьезно следовать рекомендациям.К сведению! Многие сварщики-профессионалы просто держат электроды на радиаторе отопления и это заменяет им прокалку. Это если варить, к примеру, скамейку или калитку
Но когда варят корабли или трубопровод под давлением, тогда важно соблюсти технологию. Таким образом, в некоторых случаях можно применять “народные” средства для осуществления термообработки. Но для этого необходимо обладать информацией о том, как просушить электроды в домашних условиях. Сведения следует черпать из надежных источников и полагаться только на мнения мастеров. Основные разъяснения о том, как просушить электроды в домашних условиях указаны ниже.
Сварочный аппарат для меди
Качественные сварочные аппараты для меди:
- — полуавтоматы и автоматы;
- — TIG – аппараты;
- — инверторы.
Популярные модели производит TESLA, СПЕЦЭЛЕКТРОМАШ, ЭСАБ.

BUDDY TIG 160 от ESAB (на фото справа) имеет двух и четырехтактные режимы включения горелки. С его помощью можно соединять нержавейку и большинство других видов металлов. Он совместим практически с любыми генераторами.
Инвертор RENEGADE ES 300i ESAB сохраняет в памяти несколько параметров сварки. Автоматически устанавливает лучшие параметры пуска по настроенному току. Он легкий, но у него высокая мощность.
Инверторные аппараты позволяют сваривать медные прутки, они вырабатывают ток 60-110 ампер. Для них нужно покупать медь/угольные электроды. Компания HUNTER выпускает полупрофессиональные модели, например, ММА 257D, рассчитанные на непрерывную работу продолжительностью два часа.
TESLA известна надежными аппаратами типа ММА 265, 275, 255. У них есть функция возбуждения бесконтактной дуги. Они без проблем подключаются к обычной бытовой сети. Ими удобно сваривать медь и ее сплавы, цветные металлы.










Для сварки электродами
Импульсно-дуговая сварка медных пластин возможна вольфрамовыми электродами в аргонной среде при помощи аппарата Orion 150s или 250s. Они имеют небольшой вес, позволяют сваривать медь качественно и надежно. Инверторное сварочное устройство Ресанта САИ-220 ПН может подключаться к сети напряжением 140-220 вольт. С ним легко перемещаться, он оснащен принудительной системой охлаждения, поэтому не перегревается.
Для сварки проволокой

Для выполнения работ по сварке меди проволокой применяют полуавтомат инверторный Энергомаш СА-97ПА20. Он имеет небольшой вес 13 килограмм. Он позволяет работать с проволокой разной толщины 0,6-0,9 мм.
Плавную подачу материала обеспечивает модель Shyuan MIG/MMA-290 со скоростью 2,5-13 метров в минуту. Устройство дает возможность применять кассеты 1-5 килограмм, позволяет работать с электродами.
Инверторный сварочный полуавтомат Союз САС-97ПА195 характеризуется наличием функции холостого хода 60 Вольт. Он имеет диапазон регулировки рабочего напряжения 15-23 вольта. Для него подойдет проволока 0,8-1 мм. У него небольшой вес 10 килограмм, он удобен и надежен.
Для сварки медных проводов
Сварочным аппаратом ТС-700-2 можно соединить медные жилы сечением 22 кв. мм. Он компактный, легкий, его вес всего четыре килограмма, питается от обычной сети, потребляет чуть больше 1 кВт. Его можно носить в сумке. Одного угольного электрода хватит на то чтобы произвести 700 сварок.
Медные скрутки рекомендуется сваривать, используя универсальные инверторные аппараты, например, РЕСАНТА САИ-160, QUATTRO ELEMENTI A 160 Nano 643-255, СВАРОГ ARC 160 Easy Z213 H. Немецкий прибор FUBAG IQ 160 дает возможность выставлять ток 10-160 А. Его вес почти семь килограмм, стоимость 7 тысяч рублей (на момент написания этой статьи).
СВАРОГ ARC 160 Easy Z213 H от российского производителя имеет бесступенчатый регулятор тока. Им удобно пользоваться, потому что кабель подключается посредством особых разъемов. Его вес 4 килограмма, примерная стоимость 9 тысяч рублей.
Функции аппаратов, значительно облегчающих процесс сварки, это:
— горячий старт;
— защита от залипания;
— не реагирование устройства на перепад тока;
Для дома лучше купить аппарат мощностью до 4 кВт. Силы тока 160 ампер хватит чтобы сварить металл 5 миллиметровой толщины. Основным критерием выбора является цель использования, стоимость и набор функций.
Особенности утилизации

Хранение хвостов электродов и их сдача на утилизацию оговаривается Инструкцией 35121601.01.99.5, составленной на основании Государственного стандарта и законодательных актов страны.
Она указывает, что некоторые составные элементы токопроводящих стержней и их остатков могут обладать химически вредными свойствами. После учета израсходованных электродов, их остатки собираются в емкости, отдельно по типу обмазки.
При утилизации обрезков необходимо придерживаться следующих правил безопасности:
- помещение для хранения должно быть очищено от посторонних предметов, иметь хорошую вентиляционную систему;
- коробка или бак обязан герметически закрываться, чтобы не допустить просыпания при транспортировке;
- запрещено утилизировать горячие хвосты электродов, для избегания воспламенения других веществ;
- сбор проводится руками в защитных огнестойких рукавицах.
Прием обрезков сварочного производства лицензированию не подлежит, однако стоит придерживаться некоторых рекомендаций. Основные из них следующие:
- Электроды из черных металлов следует сдавать отдельно от цветных.
- Вес огарков не должен превышать 15% исходя от общего веса стержней, иначе они не будут приравниваться к лому.
- При длине продукта 45 см, его остаток должен быть не больше чем 50 мм.
- Перед утилизацией необходимо огарки обезжирить в растворителе и высушить при обычной температуре воздуха. Операция удалит сажистый налет со стержней, чтобы тот не выгорал при переплавке, приводя к уменьшению веса металла.
Хвосты от электродов имеют определенный класс опасности, согласно общегосударственному Классификационному Каталогу Отходов.
Они отнесены к 5 классу опасности, который практически не наносит вреда человеку и окружающей среде, однако это не говорит о его полной безвредности.
Огаркам и остаткам электропроводных стержней присвоен специализированный код Отходов — 9.19.100.01.20.5, который необходимо указать при их сдаче в отделении приемки утилизации.
Цены на обрезки продуктов сварочного производства начинаются от 12-15 руб./кг, и повышаются по мере качества материала сердечника.
Зачистка покрытия
Непосредственно после опрессовки электроды попадают на зачистную машину. Здесь зачищаются от обмазки оба конца:
- один – для закрепления его в электродержателе при сварке;
- другой – для обеспечения электрического контакта с изделием.
После зачистки вновь осуществляется контроль брака.
МЭЗНЖ-13 (НАКС) Ток — постоянный обратной полярности (на электроде плюс)
612,00 руб. ? с НДС за 1 кг.
НИАТ-5 Ток — постоянный обратной полярности
1 699,56 руб. ? с НДС за 1 кг.
ОЗЛ — 25Б Ток — постоянный обратной полярности (на электроде плюс)
5 294,52 руб. ? с НДС за 1 кг.
АНП-13 Ток — постоянный обратной полярности (на электроде плюс)
203,28 руб. ? с НДС за 1 кг.










Пеналы термосы и термопеналы
Часто так случается, что сварочные работы ведутся на улице или в условиях повышенной влажности, поэтому электроды могу быстро отсыреть и вновь прийти в негодность. Для таких случаев специально разработаны пеналы. Они герметичны и имеют термоизоляцию, позволяя электродам длительное время находится в сухом состоянии. По конструкции различают пеналы термосы и термопеналы.
Пеналы термосы небольшого размера и имеют теплоизолирующее внутреннее покрытие. Они особенно удобны для хранения уже просушенных электродов на объектах строительства в любую погоду и пору времени. Пенал для сушки электродов оснащен нагревательными элементами, термостатом и позволяет проводить сушку прямо на месте. Он небольшого размера и может высушить около 10 килограмм электродов за раз. Термопеналы имеют два типа подключения – к розетке и к сварочному трансформатору.
Сушильное оборудование дает возможность получения различных температурных режимов и точный контроль по времени, позволяя прокаливать электроды различных марок и производителей. Оно восстанавливает рабочие свойства электродов, ускоряет работу сварщика и экономит деньги на покупке новых электродов. Просушить электроды намного быстрее и проще, чем переделывать потом некачественный сварной шов.
Зачем нужен термопенал
Одним из оптимальных средств для термообработки, а точнее, хранения являются термопеналы для электродов.
Главная функция данного прибора – сохранность предварительно прокаленных материалов (см. как правильно прокалить и как можно в домашних условиях) в благоприятных условиях с относительной влажностью не более 80% и поддержание оптимальной температуры для прогрева.
При этом термопенал выполняет две основные функции:
- создание и поддержание опеределенного уровня температуры, при которой необходимо содержать материалы для сохранения их технических свойств;
- прогревание электродов.
Сроки и виды
Электроды применяются для сталей с разным уровнем легирующих элементов, конструкционных, теплоустойчивых, пластичных металлов, наплавления.
Марки, предназначенные для определенного вида работ, классифицируются по стержням, покрытым оболочкой. Самыми популярными являются УОНИ:
- стержни УОНИ 13-45 содержат никель и молибден;
- УОНИ 13-65 используют для сварки в сложных условиях, так как возможны работы из любого положения.
- МР-3С для низколегированного сырья;
- МР-3Т для углеродистых сталей;
- ЛБ-52у – сварка труб;
- ОК 53.70 – низкоуглеродные;
- ОК 46.00;
- ОЗС-6;
- ОЗС-12.
Обязательный элемент – защитное покрытие, состоящее из:
- компонентов для горения дуги;
- раскисляющих веществ;
- каолин, слюда;
- алюминий, кремний;
- связующие вещества.
Исходя из состава, выделяют виды:
- целлюлозное – используется для постоянного, переменного тока. Недостаток – разбрызгивание;
- кислое не применяется для вертикального положения;
- рутиловое не подходит для стали с высоким содержанием серы, углерода;
- основное эффективно для соединения металла большой толщины.
О толщине покрытия скажут буквы:
- М – тонкое;
- С – среднее;
- Д – толстое;
- Г – особо толстое.
При соблюдении условий имеют неограниченный срок годности и хранения.
Срок годности электродов
Специалисты, которые часто выполняют сварочные работы, запасаются большим количеством электродов. Потому как выгоднее покупать сварочные материалы по оптовым ценам, а не по розничной стоимости. Чтобы готовое изделие было изготовлено на высоком уровне, расходники должны быть качественными.
Зависит от условий хранения
Для обеспечения качества электродов необходимо хранить их в оптимальных условиях:
- помещение обязательно должно быть сухим, отапливаться зимой, иметь гидроизоляцию;
- температура не должна опускаться ниже 14 градусов;
- постоянная влажность не должна превышать 50%. Для контроля данного показателя необходимо использовать кондиционеры.
Дата изготовления электродов ОК 46.00 указана на упаковке

Рекомендуем:
 Чайный домик в стиле «Primitive»
Чайный домик в стиле «Primitive»
 Словесные часы на голландском языке
Словесные часы на голландском языке
 Огненный мачете постапокалипсиса
Огненный мачете постапокалипсиса
 20 крутых открыток на день рождения своими руками
20 крутых открыток на день рождения своими руками
 Как сделать собачью шлейку своими руками
Как сделать собачью шлейку своими руками
 Самодельный стул для бара из старой винной дубовой бочки
Самодельный стул для бара из старой винной дубовой бочки
 Насадка, превращающая дрель в мини токарный станок
Насадка, превращающая дрель в мини токарный станок
 Пожарный рисунок для детей карандашом, красками, раскраска: тушит пожар, дом, спасает ребенка
Пожарный рисунок для детей карандашом, красками, раскраска: тушит пожар, дом, спасает ребенка
 Поделки из конуса своими руками: легкие мастер-классы для детей и начинающих
Поделки из конуса своими руками: легкие мастер-классы для детей и начинающих
 Вторая жизнь старых окон — теплицы
Вторая жизнь старых окон — теплицы