Разновидности
Склёпывание обоих участков случается благодаря сильному электрическому влиянию, которое накапливается в двухполюсниках, а сам процесс разделяется на три категории:
- контактная подразумевает плотное прижатие обеих заготовок, и соприкосновение электродов к необходимому месту. В результате касания на небольшое пространство предмета подаётся электроэнергия, температура которой способствует расплавке и будущему прикреплению. Относительно напряжения, оно равно 15 кА, и действует на протяжении 0,3 сек;
- ударная технология также рассчитана на присоединение обоих элементов, однако, подача электричества осуществляется при помощи кратковременного удара. Срок операций уменьшается до 1,5 м/с, что сокращает область плавления;
- точечная техника. В этой ситуации понадобится два медных контакта, которые касаются объекта с двух граней. Интенсивность тока достигает 10 кА, а скрепление изделий случается в точке прикосновения.
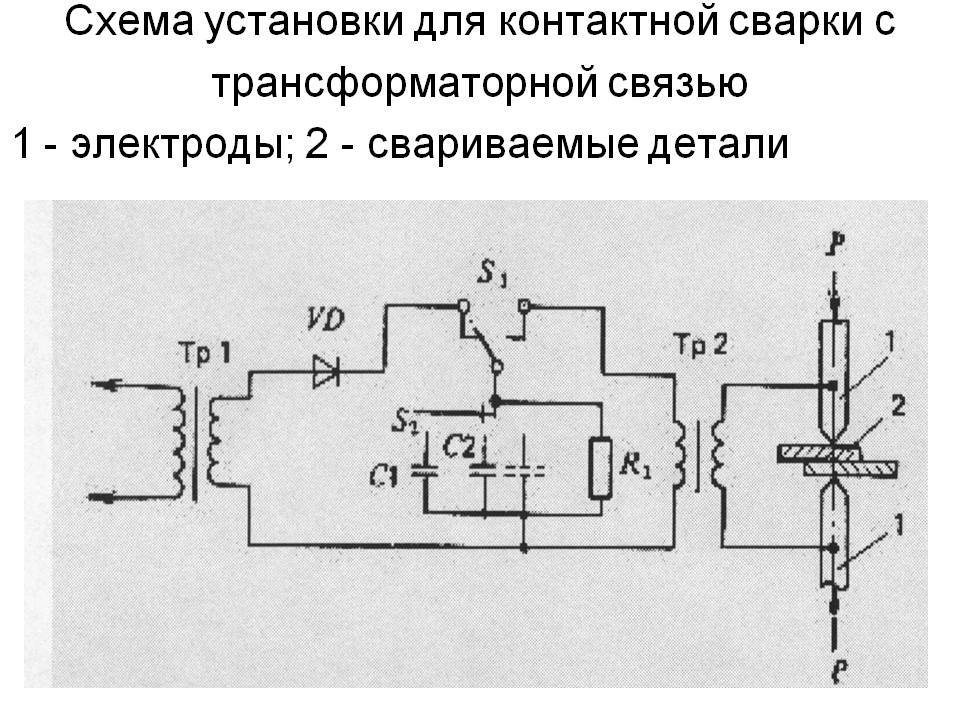
 Контактная сварка
Контактная сварка
 Точечная техника сварки
Точечная техника сварки
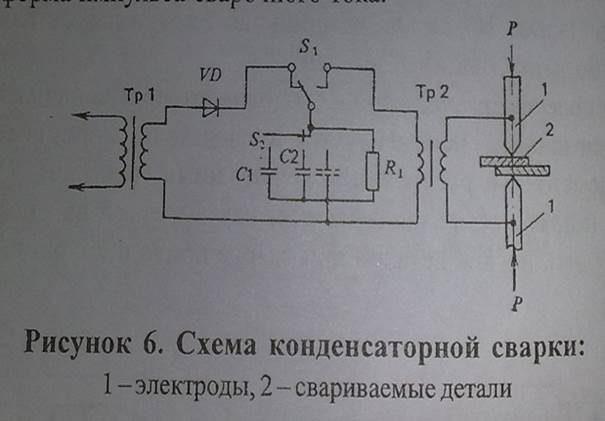
В первом случае воздействие электротока принимается на плоскость заготовки, а производиться склёпка путём подачи импульса с силой до 100 А, и в течении 0,005 сек. В определённых обстоятельствах ток имеет возможность достигать 1,2 кА и при напряжении в 60 В. Здесь продолжительность равняется 0,6 сек.
Во втором варианте разряд производится на вторичную обмотку, и с неё передаётся на место связи. Касательно параметров влияния можно сказать, что оно составляет 1 кВ, (на вторичном мотке 6 кА). Протяжённость всех изменений – 0,001 с.
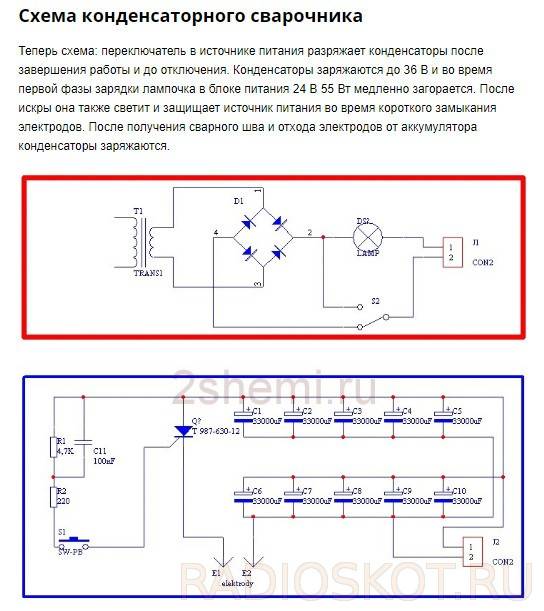
Конденсаторная сварка своими руками
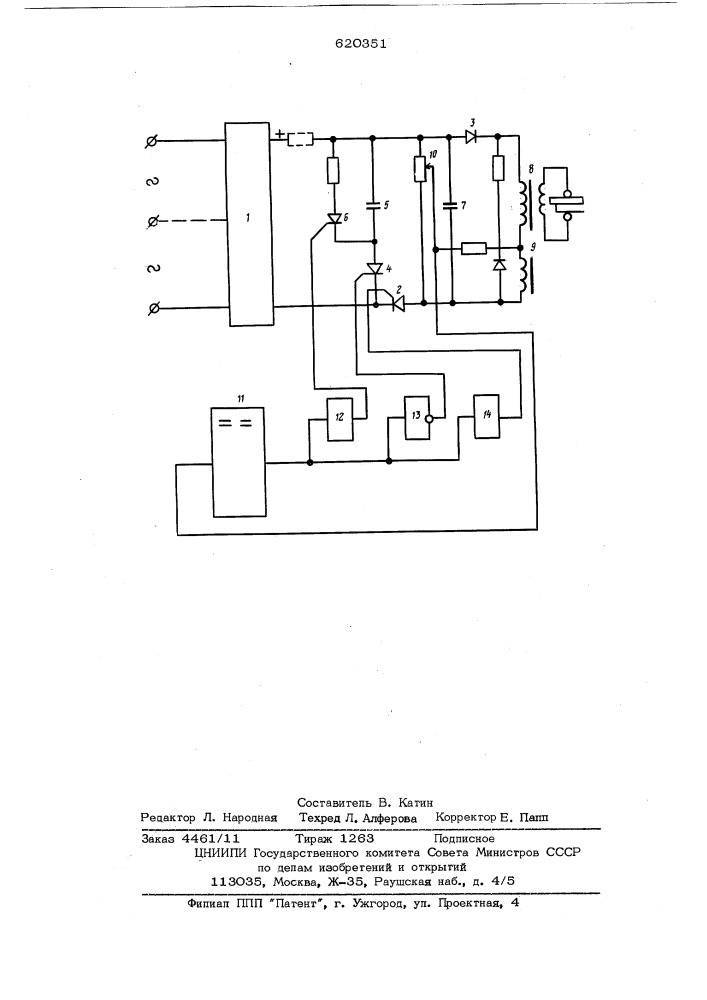
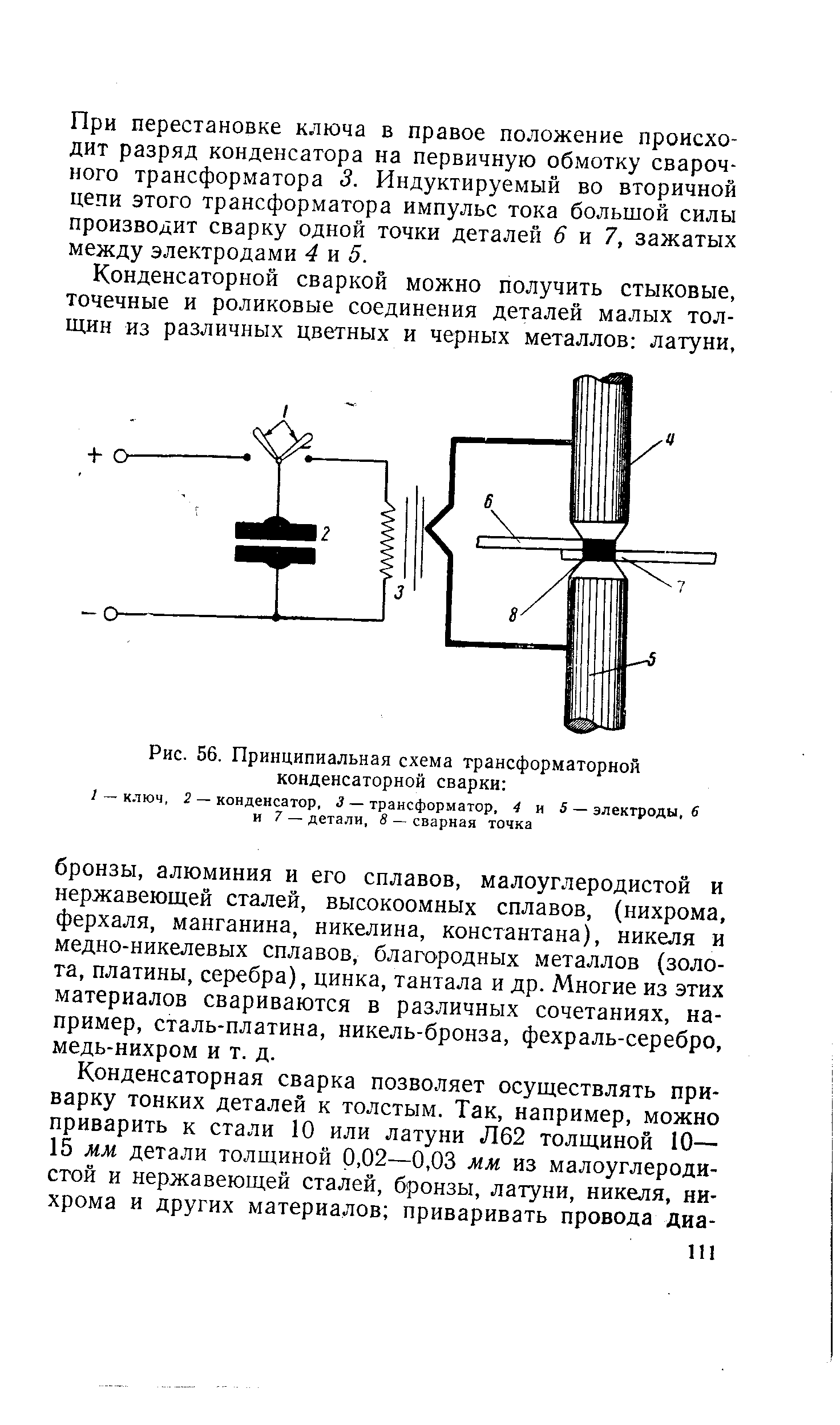
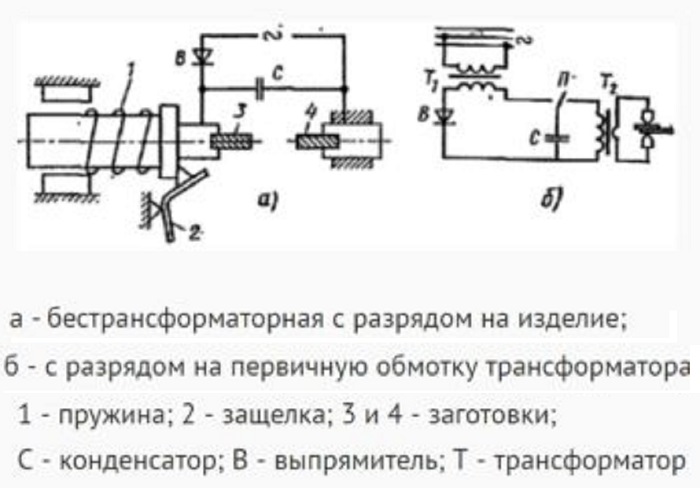
Прежде чем начинать делать аппарат конденсаторной сварки своими руками нужно выбрать тип устройства. Они бывают бестрансформаторными и трансформаторными. Первый вариант чаще применяют для ударной сварки, второй для соединения заготовок прочными швами. В бестрансформаторных аппаратах конденсаторы разряжаются на соединяемые детали, в трансформаторных на первичную обмотку выходного трансформатора. Со вторичной обмотки которого импульс тока поступает на место соединения.
Трансформаторный аппарат
Трансформаторная схема конденсаторной сварки собирается из следующих деталей:
- сетевого трансформатора мощностью 5 — 20 Вт со вторичным напряжением 5 В;
- двух выпрямительных мостов;
- тиристора КУ 202 или аналога для управления разрядом;
- одного или нескольких конденсаторов с суммарной емкостью 1000 — 2000 мкФ;
- выходного трансформатора мощностью не меньше 1 кВт;
- предохранителя, кнопочного переключателя любого типа.
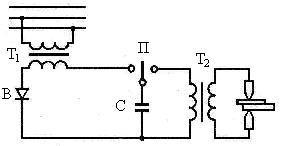
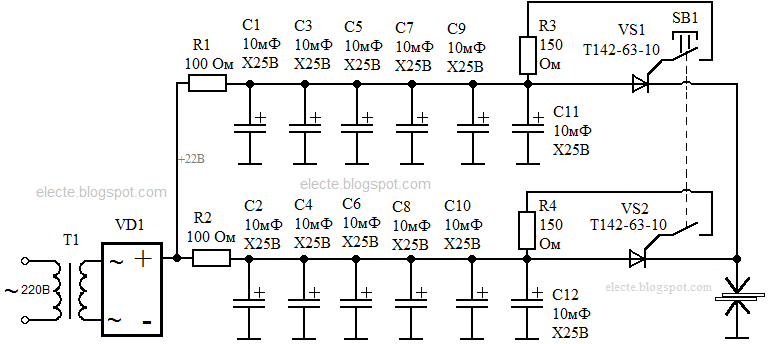
 Схема конденсаторной сварки трансформаторного типа
Схема конденсаторной сварки трансформаторного типа
При безошибочном монтаже устройство начинает работать сразу без дополнительных настроек. Таким аппаратом можно проводить точечную сварку на конденсаторах со скоростью до 5 импульсов в секунду.
В качестве выходного можно использовать трансформатор от микроволновой печки с небольшой доработкой. Магнитные шунты убирают, вместо вторичной обмотки наматывают 3 — 5 витков медной шины сечением 20 — 35 мм?.
Если трансформатор от микроволновой печки добыть не получилось, самодельный собирают на сердечнике из пластин Ш 40 с толщиной набора 70 мм. Для первичной обмотки потребуется 300 витков провода диаметром 0,8 мм, для вторичной 10 витков шины.
Качество конденсаторной сварки зависит не только от характеристик сварочного аппарата, но и от электродов. Их можно прижимать к деталям руками или зажимами, но лучше сделать рычажную конструкцию.
Она состоит из нижнего электрода из медного стержня диаметром 8 мм, длиной 1 -2 см, закрепленного на неподвижном основании. Для лучшего контакта с заготовками верхний конец округляют. Подвижный электрод крепят на рычаге, с помощью которого можно быстро сжимать заготовки между собой. Основание с нижним контактором должно быть изолировано от рычага.
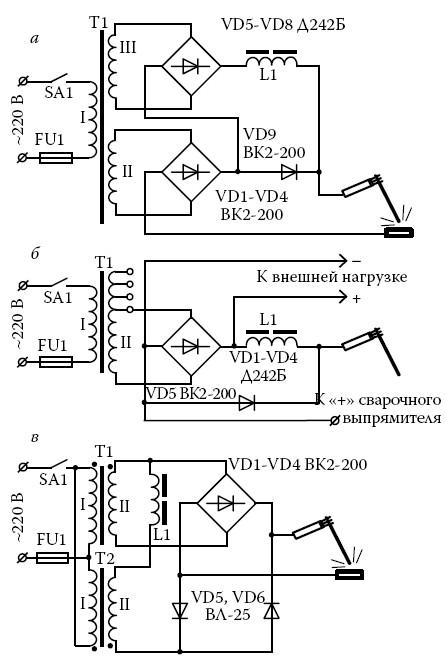
Бестрансформаторный вариант
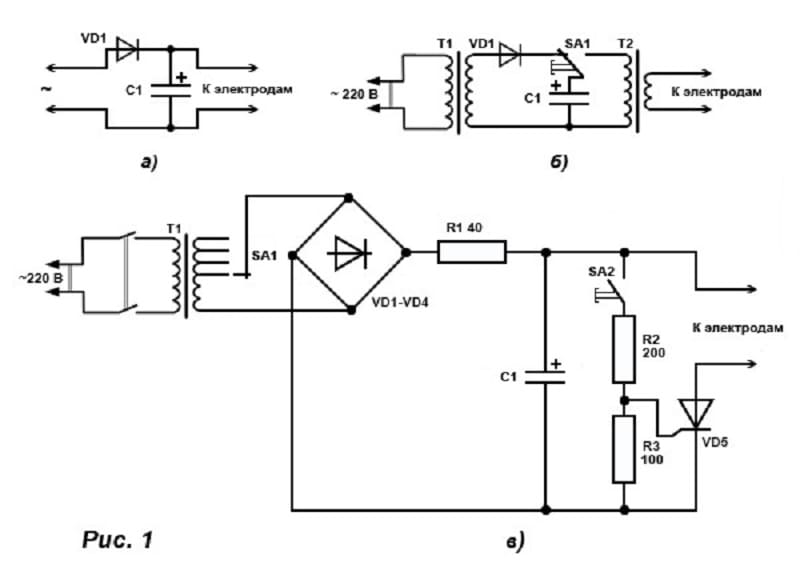
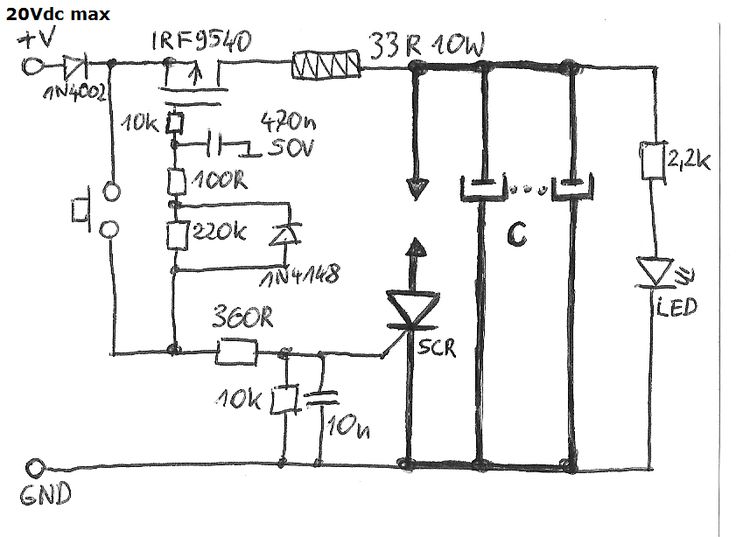
Бестрансформаторная схема может быть собрана на высоковольтных или низковольтных конденсаторах.
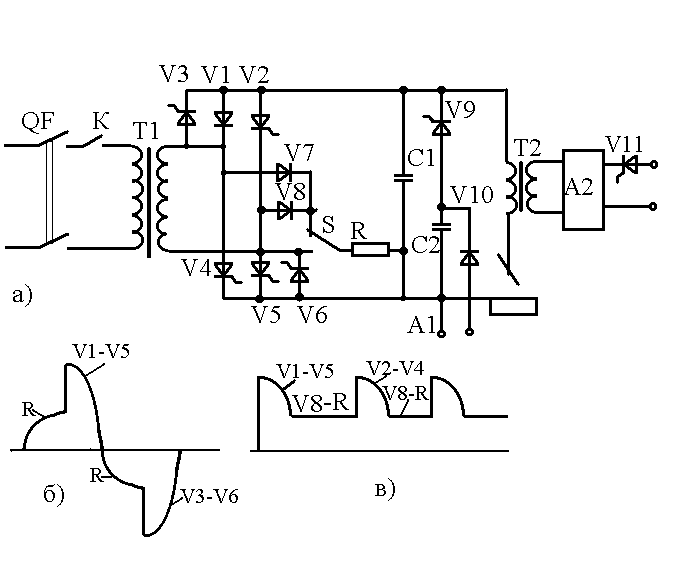
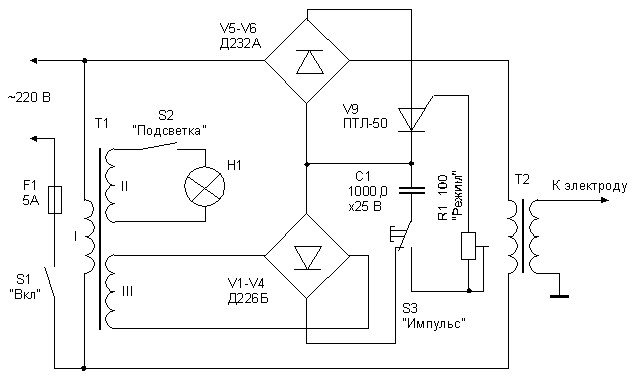
Чтобы собрать конденсаторный аппарат по первому варианту, потребуются повышающий трансформатор, высоковольтные диоды для выпрямительного моста. Также понадобятся один или несколько конденсаторов с рабочим напряжением не меньше 1 кВ общей емкостью 1000 мкФ. Схема обеспечивает 100 А в импульсе длительностью 5 мс. Режим разряда регулируют изменением числа витков вторичной обмотки переключателем SA1. Элементы схемы находятся под высоким напряжением, поэтому нужно строго соблюдать правила техники безопасности при работе с электроинструментом.
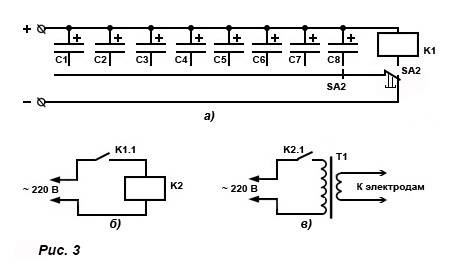
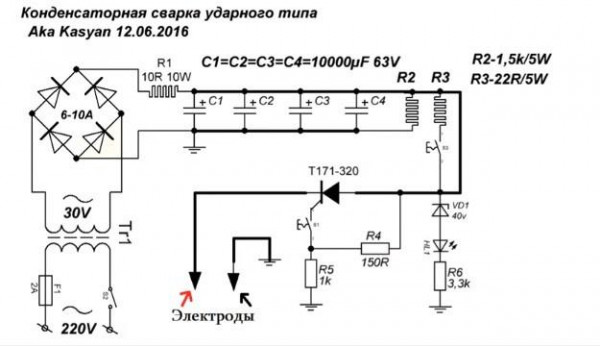
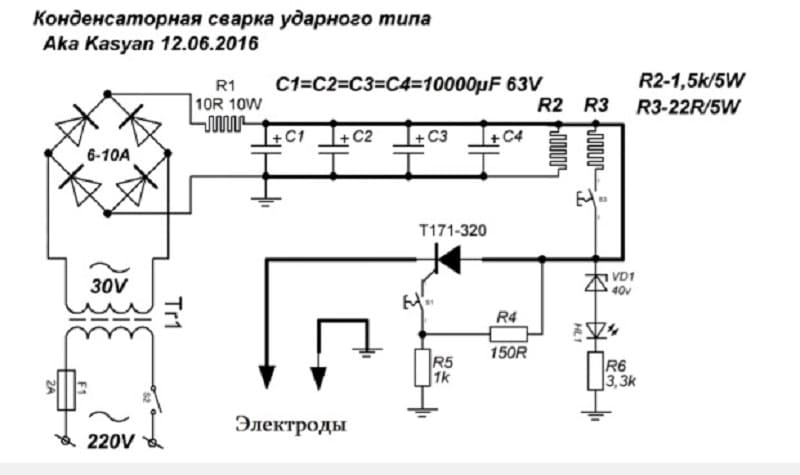
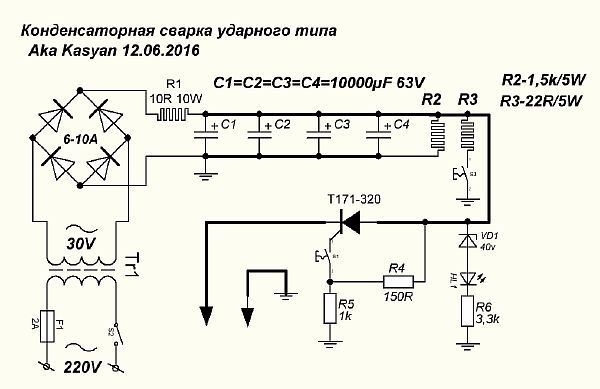 Схема конденсаторной сварки ударного типа
Схема конденсаторной сварки ударного типа
Низковольтную схему собирают из понижающего трансформатора мощностью 100 — 500 Вт и блока конденсаторов с рабочим напряжением 50 В общей емкостью от 40 до 100 тысяч мкФ. Такой аппарат выдает ток 1 -2 кА в течение 600 мс. При монтаже конденсаторов на печатной плате соединительные дорожки нужно усилить медным проводом, иначе они могут расплавиться при разряде.
Конструкция низковольтного бестрансформаторного аппарата получается громоздкой, так как батарея конденсаторов занимает много места, да и весит немало. Вместо нее можно использовать ионистор, но цена прибора на порядок больше стоимости всей батареи.
Общие сведения
Конденсаторная сварка считается одной из самых часто применяемых. Свою популярность она получила благодаря высокому качеству соединения и его долговечности. Чтобы использовать её для своих целей, необходимо подробно изучить всю доступную информацию. Она поможет избежать ошибок в изготовлении устройства и процессе соединения деталей.
Достоинства и недостатки
Самодельная контактная сварка на конденсаторах часто применяется не только в промышленности, но и в домашних условиях. Для её осуществления достаточно небольшого помещения, в котором можно расположить малогабаритный аппарат.
Основные преимущества технологии:
- высокая производительность;
- возможность скрепления деталей, изготовленных из разных материалов;
- долговечность применяемого оборудования;
- малое тепловыделение;
- высокая точность и качество шва;
- отсутствие затрат на покупку дополнительных расходных материалов.
Несмотря на большое количество достоинств, у технологии есть и несколько недостатков
Среди основных недостатков выделяются такие:
- ограниченность размера сечения соединяемых деталей;
- кратковременность мощности процесса;
- помехи в сети, создаваемые импульсной нагрузкой.
Особенности применения
Во время конденсаторной сварки наблюдаются некоторые особенности, которые по-разному влияют на качество работы. Из-за этого следует учитывать все мельчайшие факторы и стараться добиться идеального результата.
Основные особенности:
- Запас энергии для выполнения сварки производится в специальных конденсаторах, которые устанавливаются внутри аппарата.
- Продолжительность процесса выделения энергии составляет от 1 до 3 миллисекунд. За счёт этого снижается термическое воздействие на зону, находящуюся вокруг места контакта.
- Для выполнения сварки в домашних условиях необходимо подключать прибор к обычной электросети, а в промышленности — к специальным устройствам, обладающим высокой мощностью.
- Лучше всего использовать конденсаторную сварку для ремонта кузова автомобиля или любого другого транспортного средства. С её помощью тонкий лист металла не будет подвержен деформации, что значительно улучшит качество выполненной работы.
Основные требования и технологические приёмы
Для того чтобы хорошо выполнить соединение двух деталей, необходимо принять во внимание основные требования к процессу. Они помогут избежать недочётов в работе и снизят риск возникновения непредвиденной ситуации. Условия проведения работы:
Условия проведения работы:
Условия проведения работы:
- Для обеспечения максимально надёжного соединения необходимо в момент импульса оказывать достаточное давление контактных элементов на заготовки.
- Разжимать электроды следует через небольшой промежуток времени после завершения импульса. Это поможет получить лучшую кристаллизацию деталей.
- Поверхности скрепляемых деталей должны быть хорошо очищены от каких-либо загрязнений (ржавчина, плёнка окиси). Это позволит снизить сопротивление и увеличить воздействие тока на заготовку. При этом эффективность сварки значительно повысится.
- При выборе электродов следует отдавать предпочтение медным стержням. Их диаметр в точке контакта должен быть в 3 или более раз больше толщины скрепляемых деталей.
Среди них выделяются следующие:
- Точечная. Она используется для скрепления элементов, которые имеют различную толщину. Схема точечной сварки на конденсаторах предусматривает её использование в приборостроении и электронике.
- Роликовая. Этот вид представляет собой несколько последовательных точечных соединений, которые образуют сплошной шов. В такой сварке используются электроды, имеющие форму вращающейся катушки.
- Ударная. Она предназначается для создания цельных конструкций из деталей с небольшим сечением. Перед началом процесса подаётся дуговой заряд, который оплавляет края заготовок. Благодаря этому упрощается сваривание элементов после их соприкосновения.




Конденсаторный аппарат своими руками
Сварочный аппарат конденсаторного типа можно изготовить самостоятельно и использовать его в домашних целях. Для этого понадобятся
- трансформатор на 220 вольт мощностью 5-20 Вт с выходным напряжением 5В;
- четыре выпрямительных диода с прямым током не менее 300мА (например, Д226б);
- тиристор ПТЛ-50, современная замена Т142-80-16, КУ 202 или подобные;
- электролитический конденсатор 1000,0 х25 В;
- переменный резистор 100 Ом;
- трансформатор мощностью не менее 1000 Вт (подходит от микроволновок);
- электроды или сварочный пистолет (разные конструкции описаны на страницах интернет многократно);
- медный провод сечением не менее 35 мм.кв. — 1 метр.
- переключатели, предохранители, корпус на усмотрение.
Если монтаж выполнен по схеме без ошибок и детали исправны, то проблем с работоспособностью устройства не возникнет.
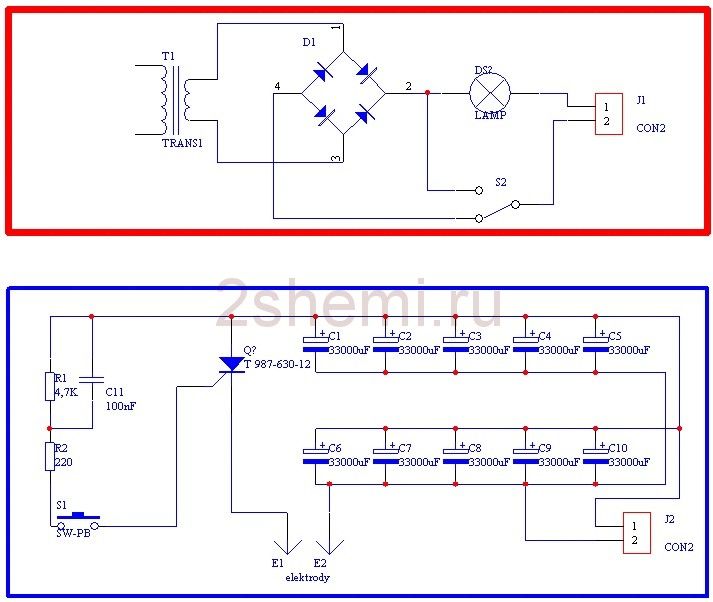
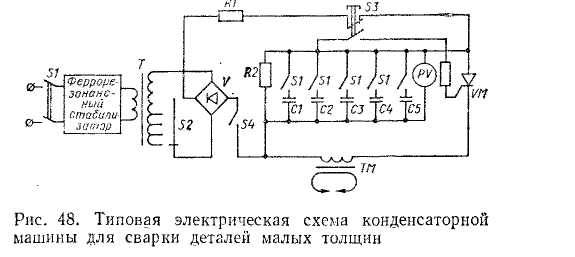
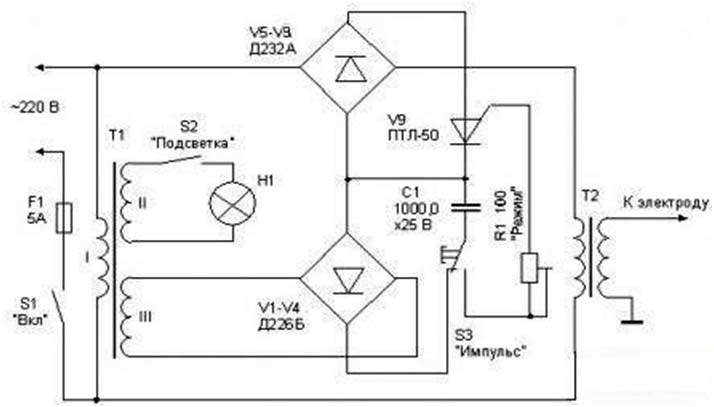 Схема сварочного конденсаторного аппарата
Схема сварочного конденсаторного аппарата
Есть единственная проблема — выходной трансформатор. Если вы действительно решили воспользоваться трансформатором от микроволновки, а его можно купить дешево на рынках пользованных деталей, то приготовьтесь, что его необходимо переделать.
Необходимо удалить магнитные шунты и вторичную обмотку и намотать на освободившееся место 2-5 витков вторичной обмотки толстым медным проводом. В процессе настройки количество витков, возможно, придется изменить. Оптимальным считается, что выходное напряжение должно колебаться в пределах 2-7 вольт, но эта величина также зависит от длительности сварочного импульса, толщины свариваемых материалов. Не нужно бояться экспериментировать, выбирая разные режимы переменным резистором и изменяя количество витков. Но не пытайтесь добиться от аппарата того, что может делать обычный дуговой процесс. Варить водопроводные трубы и арматуру не получится, этот прибор для других целей.
Аппараты для бестрансформаторного типа ненамного сложнее, но они более громоздки. Потребуется набор конденсаторов общей емкостью около 100 000 микрофарад. Это приличная по весу и размеру батарея. Ее можно заменить компактным ионистором, но прибор не из дешевых. Кроме того, электролитические конденсаторы не долговечны. Поэтому портативные и бытовые конденсаторные аппараты точечной сварки обычно изготавливаются по трансформаторной схеме.
Современные аппараты изготавливаются несколько по другим технологиям. Частота и мощность разряда регулируется PIC-контроллерами, существует возможность автоматизации процессов, управления через интерфейс компьютера или монитора. Но физические процессы сварки не изменились. Собрав однажды простейший агрегат, вы сможете впоследствии добавить в него элементы компьютерного управления, автоматизации производства и контроля.
Если эта тема вам близка и вы готовы дополнить ее или оспорить, поделится своим мнением, рассказывайте, выкладывайте описания ваших решений в блоке комментариев.
Особенности работы самодельного агрегата
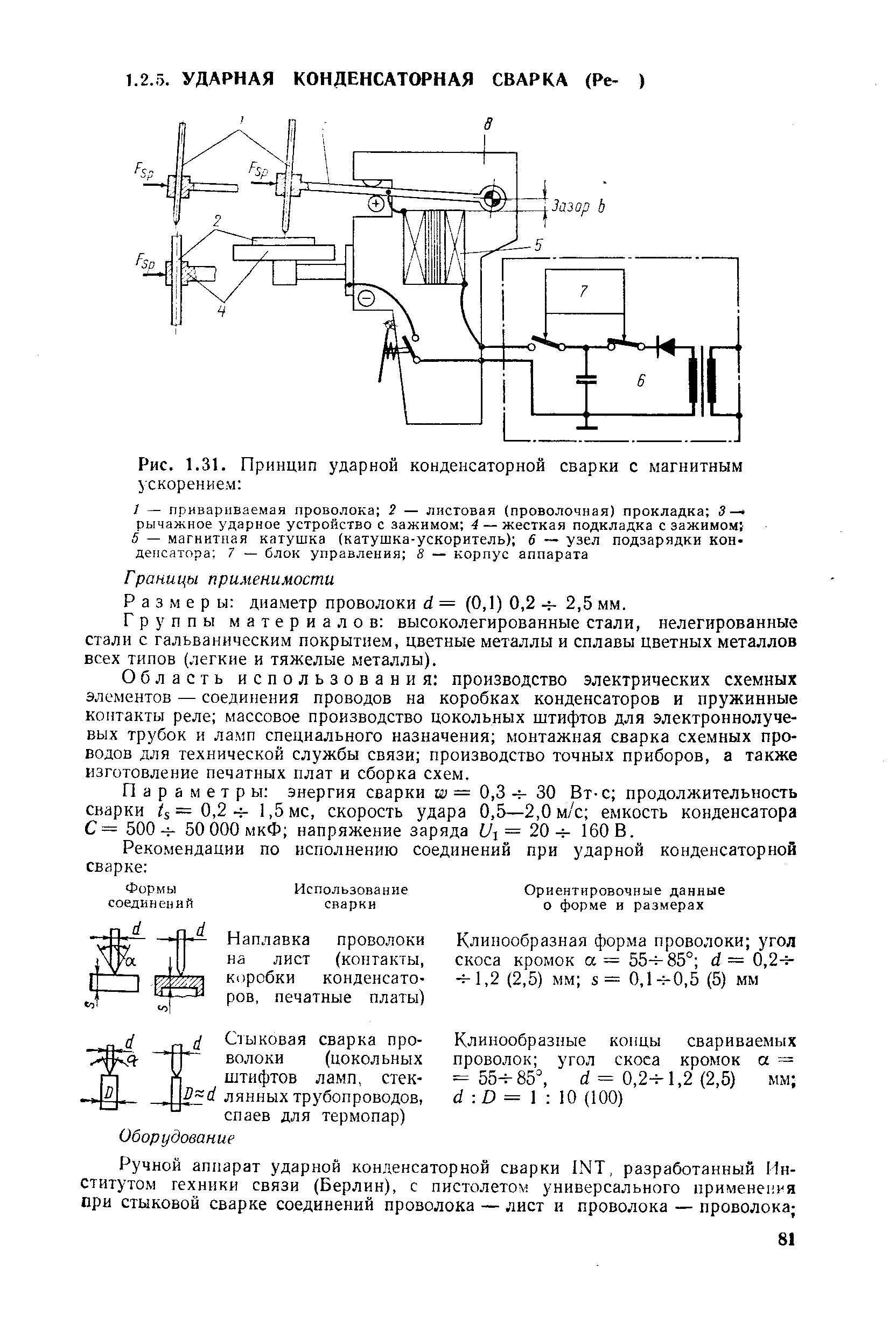
Осуществить ударную конденсаторную сварку можно с помощью специального аппарата заводского производства, который продается в специализированных магазинах. Однако, вполне реально изготовить сварку конденсаторного типа самостоятельно в условиях маленькой мастерской.
Изготовленные своими силами агрегаты демонстрируют высокие эксплуатационные параметры и в работе не уступают заводским моделям.
Самодельный аппарат конденсаторной сварки.
Перед работой самодельному аппарату для сварки, использующему энергию конденсаторов, задают основные параметры функционирования:
- напряжение в зоне контактной сварки металлоизделий;
- вид и сила тока;
- длительность действия сварного импульса;
- число и размеры сварной проволоки, применяемой в работе.
Платы управления, присутствующие в конструкции и заводских, и самодельных сварочных агрегатов, предоставляют мастеру возможность привести поступающее напряжение и постоянную величину тока к стабильному значению
Самодельный агрегат важно оснастить переключателем для выполнения сварки электродами без особенных трудностей
Самодельные агрегаты, как и заводские модели, долговечны, просты в использовании, если при их конструировании придерживаться схемы, технологических требований и норм безопасности.
А технические параметры изготовленной своими силами модели должны соответствовать характеристикам заводских конструкций. Тогда аппарат позволит даже малоопытному сварщику выполнять надежные и долговечные сварные швы методом конденсаторной сварки.
Но не стоит забывать, что весомая доля успеха при выполнении сварочных операций зависит от тщательности подготовительных работ. Обязательно позаботьтесь о том, чтобы свариваемые поверхности не имели загрязнений, слоя пыли, ржавчины перед началом работы.
Такие дефекты могут свести на нет усилия сварщика, став преградой для качественного соединения расплавленных кромок изделий.
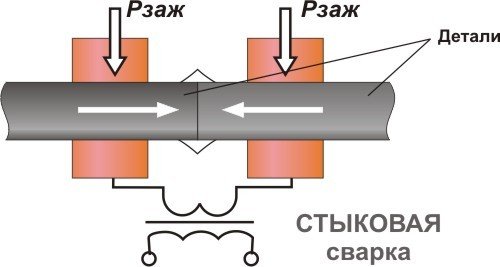
Это интересно: Стыковая сварка оплавлением — процесс, виды, области применения
Конденсаторная сварка: что это такое
Конденсаторная сварка своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей. В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
простая конструкция сварочного аппарата, который при желании можно собрать своими руками; точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть; высокие показатели производительности, что крайне важно при серийном производстве; возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке. На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы
На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы.
Способ конденсаторной сварки изделия.
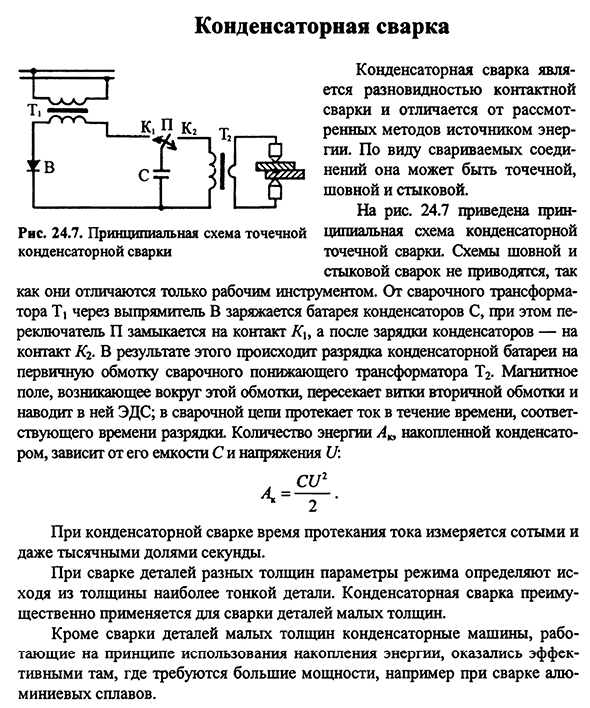
Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.
При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
- на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
- ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.
В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.

Суть процесса
Принцип импульсной сварки. Если коротко, то это процесс последовательного расплавления металла заготовки в определенных точках со следующим этапом в виде покрытия.
Главный элемент данного процесса – так называемая дежурная дуга невысокой мощности, которая продолжает работать в остановках между повторяющимися импульсами и передает импульсный ток лишь частично.
Эта дуга практически не влияет на металл между импульсами, она отлично и устойчиво горит в пространстве. Второе состояние этой же дуги – импульсное, которое плавит металл в точках приложения.
Соотношение токов от дуги в разном состоянии – импульсном и дежурном должно быть правильным, что может ускорить сварку и повысить качество шва.
Возможности классической дуговой сварки в среде защитных газов сильно расширяются, если металл плавится под воздействием импульсной дуги.
Главная ее особенность – специальный режим включения и выключения дуги, которая обусловлена программой в зависимости от природы металлов соединяемых заготовок, толщины их кромок и положения швов в пространстве.
Короткие импульсы производятся за счет энергии специального аккумулятора, который предварительно заряжается от электрической цепи. Главная технологическая особенность и преимущество метода – способность импульсной сварки формировать неразъемные соединения металлов с абсолютно разным составом.
Оборудование для импульсной сварки требуется особое – это особый специализированный – импульсный сварочный аппарат с определенными расходными материалами. Импульсный аппарат генерирует дозированные сварочные импульсы.
Расходными материалами являются разного рода электроды – плавящиеся и неплавящиеся.
В состав импульсного сварочника входят следующие элементы:
- выпрямитель низкочастотного характера;
- еще один выпрямитель высокочастотного характера;
- устройство сварочного инвертора;
- трансформатор;
- электронный блок управления – плато;
- рабочие шунты.
Электрическая схема устройства импульсной сварки. Два способа импульсной сварки определяются выбором и использованием электродов:
- с применением электродов неплавящегося вида;
- с применением плавящихся электродов с устранением недостатка процесса в виде разбрызгивания капель расплавленного металла.
Так или иначе это контролируемый повторяющийся процесс переноса расплавленного металла расходника в защитной среде газа.
Вот как это происходит:
- Капля расплавленного металла проволоки расходника отделяется и перемещается на заготовку под воздействием мощного импульса.
- Сразу же после этого сила сварочного тока падает до уровня, который может лишь поддерживать дугу – дуга становится «дежурной», малой мощности.
- Мгновенно начинается процесс остывания металла в сварочной ванне.
- Начинается точное повторение такого же цикла переноса капли под импульсом, с падением тока, остываем и т.д.
С точки зрения электрической составляющей процесса импульсной сварки в аппарате применяется трансформация сетевого напряжения в выпрямленное постоянное, после чего оно превращается в напряжение с высокой частотой.
Как собрать сварное оборудование
Совсем не обязательно приобретать дорогое оборудование его можно сделать своими руками. Если соблюдать все правила и нюансы, то готовая самодельная контактная сварка на конденсаторах выйдет ничем не хуже оригинала, но это позволит существенно сэкономить финансы.
Чтобы сделать конденсаторный сварочный аппарат своими руками стоит подготовить следующие компоненты:
- трансформатор на 220 вольт. Устройство должно иметь мощность 5-20 Вт, а показатель выходного напряжения должен составлять 5В;
- диодные компоненты выпрямительного типа с прямым током – 4 штуки. Показатель мощности – не меньше 300 мА;
- тиристор. В качестве аналога подойдет прибор Т142-80-16, КУ 202 и похожие устройства;
- конденсаторы электролитические;
- резистор переменного типа на 100 Ом;
- трансформатор с мощностью 1000 Вт. Подходящим вариантом будет устройство от микроволновок;
- электроды;
- провод из меди с сечением не меньше 35 мм.кв. – 1 метр;
- переключательные компоненты, предохранители, корпус по желанию.
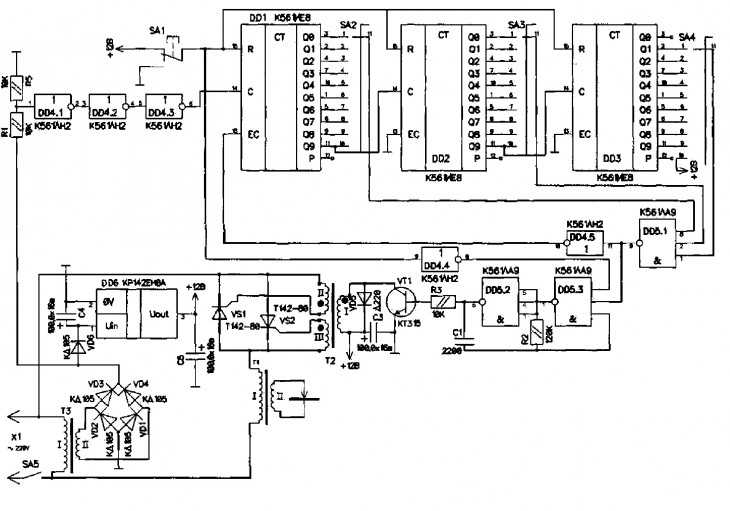
Чтобы сделать конденсаторную сварку своими руками потребуется схема и описание процесса. Ниже на картинке изображена схема конденсаторного сварочного аппарата, которая потребуется при его сборке.
Главное все собирать четко по схеме. Если все будет выполнено правильно, а все детали будут исправными, то проблем с работоспособностью самодельного сварного оборудования возникнуть не должно. Но все же трудности могут возникнуть с трансформатором. Как было указано выше, можно использовать прибор от микроволновки, его можно недорого купить на рынке с использованными элементами.
В этом деле может потребоваться схема конденсаторной сварки ударного типа от Aka Kasyan.
Однако перед тем как устанавливать, трансформатор переделывается:
- Обязательно удаляются магнитные шунты, убирается вторичная обмотка.
- На свободную область место наматывается 2-5 витков вторичной обмотки. Для этих целей применяется толстый провод из меди.
- При настройке число витков меняется.
Особенности сборки
Схема конденсаторной сварки, собранной своими руками требует соблюдения важных принципов
Важно чтобы все было выполнено строго по алгоритму, только так можно получить качественное и исправное оборудование
Особенности сборки и работы прибора:
- На начальном этапе сварочные разряды тока должны поступать на область первичной обмотки трансформаторной катушки. Также они должны доходить до диодного моста.
- После на мост поступает сигнал от тиристора. Но перед этим данный элемент необходимо подключить к кнопке, которая подает импульс.
- Чтобы происходило скапливание сварочных импульсов, конденсаторные элементы встраиваются в цепь тиристора. Одновременно с этим конденсатор подключается к диодному мосту и к области первичной обмотки трансформатора.
- Во время включения самодельного оборудования с конденсаторами происходит накапливание электричества, исходящего из розетки. После этого нужно нажать на кнопку, а накопленное электричество в это время передвигается через резистор и тиристор, оно образует импульс.
- После импульс переходит на электрод. Как раз в этот момент требуется остановить подачу электричества к сварному прибору.
Это простая схема конденсаторной точечной сварки своими руками. При желании ее можно улучшить, модернизировать новыми и современными элементами. Но для бытовых условий вполне сойдет простое оборудование. При помощи него можно варить разные небольшие элементы из металла. При этом шов будет очень прочным и ровным.
Если вы решили сделать конденсаторную точечную сварку своими руками, то предварительно рассмотрите ее важные особенности и нюансы. Несмотря на то, что данная технология считается простой, она имеет важные принципы и правила, которые нужно учитывать при ее проведении. Не стоит забывать про принципы, виды и отличительные качества. Также, перед тем как приступать к сооружению самодельного аппарата для сварки, стоит подготовить необходимые элементы.
Особенности и требования
Первое описание конденсаторной сварки появилось еще в 30-е годы XX века. В настоящее время ее используют не только при бытовой сварке, но и в промышленности. Эта процедура особенно актуальна во время крепежа между собой деталей маленького размера. Зачастую сварку конденсатором используют для работы с алюминием и медью.

При стандартном сваривании используют сложные агрегаты с электродами, а также во время процедуры могут потребоваться специальные навыки. Отличительной особенностью сварного вида сварки можно назвать ее экологическую безопасность, а также отсутствие следов на поверхности по окончании процедуры.


Конденсаторное сваривание материалов – это гарантия аккуратного и точного результата, а также минимальные временные затраты. В этом случае используется компактное оборудование, которое не нуждается в охлаждении. Конденсаторная сварка должна иметь минимум пару узлов: импульсный источник и блок сварки.


При этом должна быть организована регулировка режима сваривания и защиты схемы. Ко всему прочему требования к данной процедуре включают такие моменты.


- Создавать хорошую поставку кратковременного потока, что имеет период функционирования, не превышающий 1 милисекунду.
- Обеспечивать высокую скорость накопления энергии для выполнения последующих действий.
- Проводники должны быть подготовлены к удержанию листов, а также иметь возможность быстрого отсоединения для уменьшения температурного режима.
- Материалом изготовления меди должна быть медь, при этом толщина должна в 3 раза превосходить самое тонкое место в листке.
- Перед свариванием поверхность должна быть качественно очищена от ржавчины, грязи и жира.

Распространенность данного способа сваривания обуславливается не только удобством в использовании данного метода скрепления материалов, но и практичностью, надежностью, аккуратностью, экономичностью, высокой производительностью, а также плотностью сварочного тока.

Данная технология основана на процессе трансформации энергии электрозаряда, что накопился в конденсаторе, в тепловой вид энергии. Во время прикосновения электродов возникает заряд и кратковременная электрическая дуга. Благодаря теплу, которое она выделяет, металлические детали плавятся – возникает шов.

Технологические особенности
Технология, при которой место соприкосновения двух соединяемых металлов подвергается механическому усилию сжатия и последующему нагреву в результате пропускания электротока, называется контактной сваркой.
Конденсаторная сварка (КС) представляет одну из разновидностей подобной технологии с использованием аккумулированной энергии. Основное её отличие – кратковременная подача тока на стык, обусловленная временем разряда конденсаторов.
Внимание! Источником энергии электрического тока, проходящего через место контакта, служат конденсаторы, имеющие большую ёмкость. Разряжаясь через сварочную зону, они расплавляют металлы. Время воздействия тока на шов минимизировано (до 3 мс), тем самым нагрев получается дозированный и максимально нацеленный на место контакта
Этим обеспечивается устойчивое качество соединения деталей в местах стыка
Время воздействия тока на шов минимизировано (до 3 мс), тем самым нагрев получается дозированный и максимально нацеленный на место контакта. Этим обеспечивается устойчивое качество соединения деталей в местах стыка.
Используемое оборудование
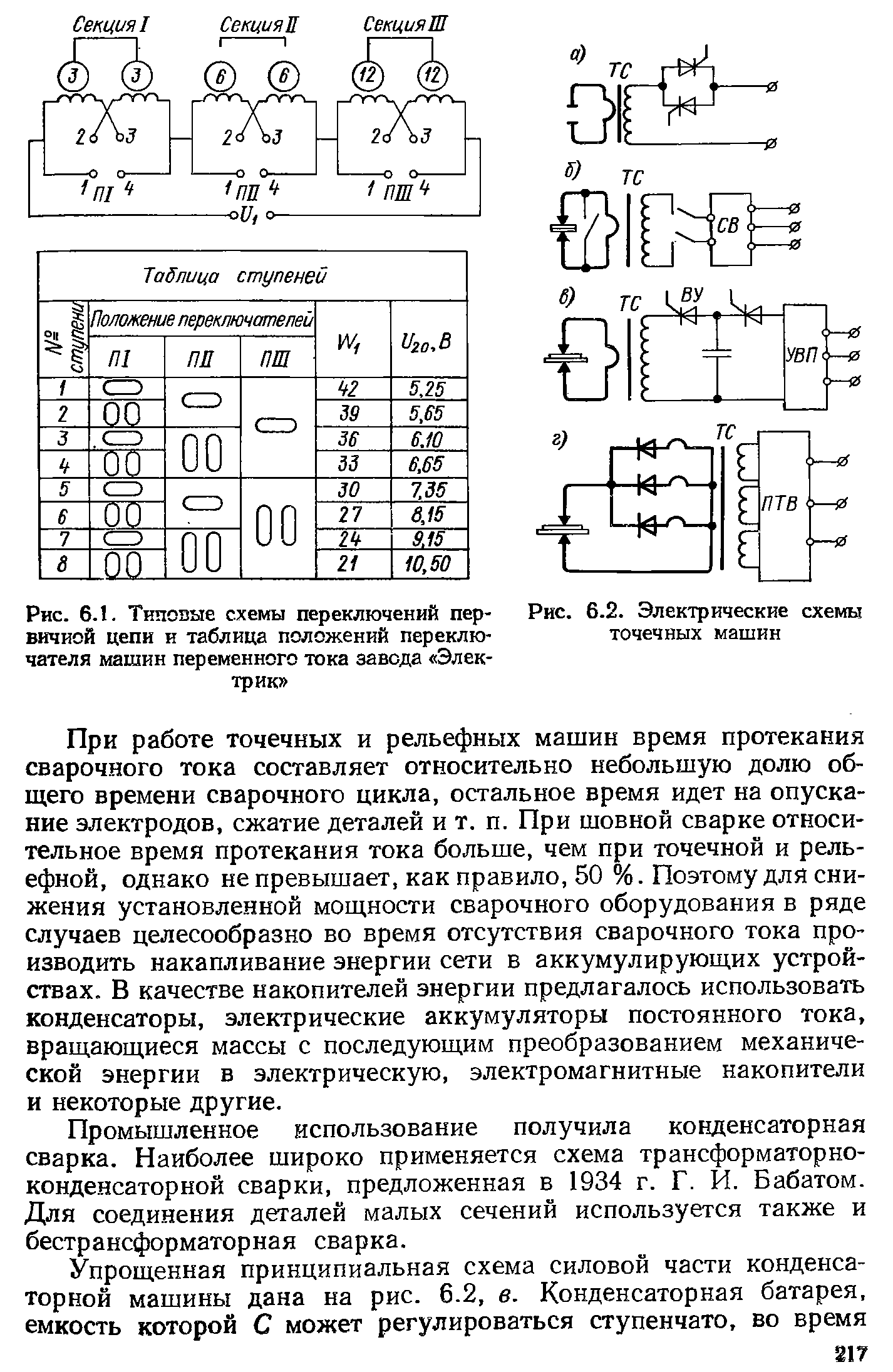
Существует деление установок на трансформаторные и безтрансформаторные модели. Наличие трансформатора позволяет регулировать напряжение заряда и ток разряда. Использование при разряде понижающего трансформатора даёт увеличение сварочного тока.
У безтрансформаторного оборудования свои плюсы: конструктивная простота и возможность образования теплового поля непосредственно в зоне сопротивления контакта (на плоскости). В этом случае импульс тока, доходящий до 100 А, действует на заготовки в течение 0,005 с. При необходимости токи увеличивают до 1,2 кА (при U = 60 V) и воздействуют на детали до 0,6 с.
Основные приёмы
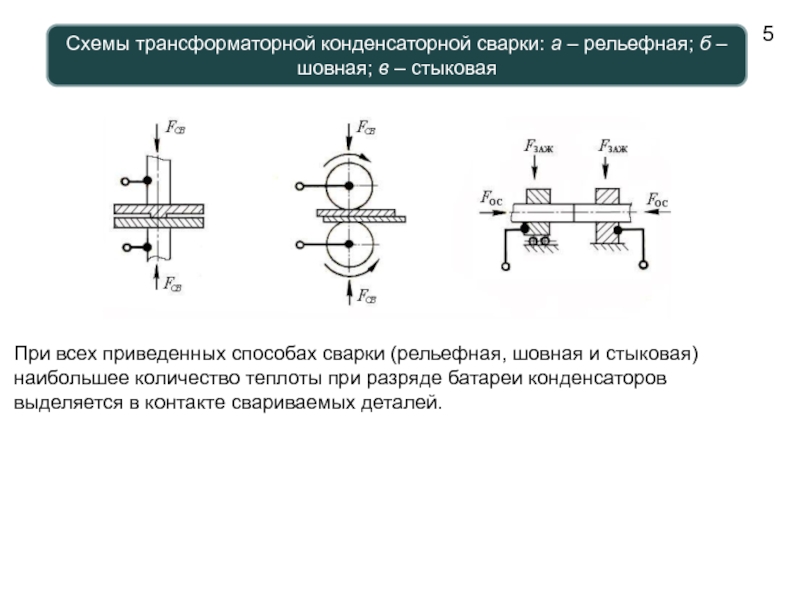
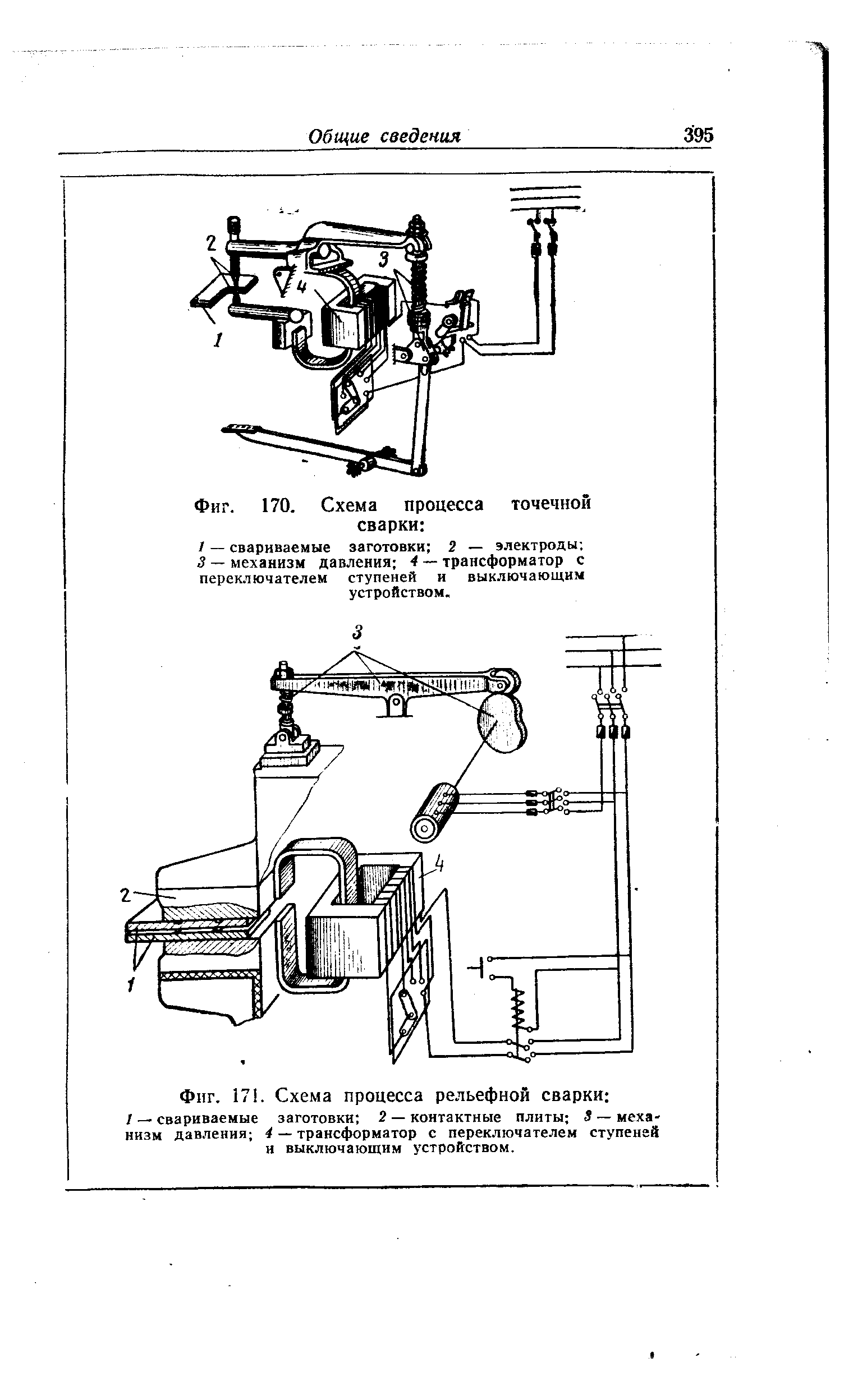
Соединение двух металлов с помощью КС можно выполнять несколькими способами. К ним относятся следующие категории подобной технологии:
- точечная – применяется для сопряжения элементов, у которых большая разница в толщине материала (лист и шпилька), а также используется для выполнения электровакуумных электронных изделий и в точном приборостроении;
- шовная или роликовая – с помощью такой технологии соединяют мембраны и сильфоны, контактными электродами служат ролики, а место соединения являет собой сплошной шов;
- стыковая – разряд сначала оплавляет концы заготовок, потом их прижимают (метод оплавления), или ток подают в момент соприкосновения поверхностей (метод сопротивления).
Информация. Метод оплавления требует обязательного наличия выступа на привариваемых деталях. Это цилиндр диаметром 0,6-0,8 мм и высотой 0,55-0,75 мм. Такой выступ позволяет точно позиционировать место сварки и гарантировать устойчивую дугу горения по всей поверхности при разряде конденсатора.
Основные преимущества
К плюсам КС можно отнести следующие моменты:
- прочность места соединения;
- малая потребляемая мощность агрегатов;
- возможность автоматизации работы;
- большая производительность при простоте процесса;
- узкий сектор температурного воздействия;
- отсутствие всплесков нагрузки в сети питания при наличии больших сварочных токов.
Некоторые недостатки
Наличие специальных сварочных устройств и дополнительного оборудования, лимит на применение больших сечений могут вполне считаться минусами подобной технологии.

Рекомендуем:
 Чайный домик в стиле «Primitive»
Чайный домик в стиле «Primitive»
 Словесные часы на голландском языке
Словесные часы на голландском языке
 Огненный мачете постапокалипсиса
Огненный мачете постапокалипсиса
 20 крутых открыток на день рождения своими руками
20 крутых открыток на день рождения своими руками
 Как сделать собачью шлейку своими руками
Как сделать собачью шлейку своими руками
 Самодельный стул для бара из старой винной дубовой бочки
Самодельный стул для бара из старой винной дубовой бочки
 Насадка, превращающая дрель в мини токарный станок
Насадка, превращающая дрель в мини токарный станок
 Q-Snap своими руками
Q-Snap своими руками
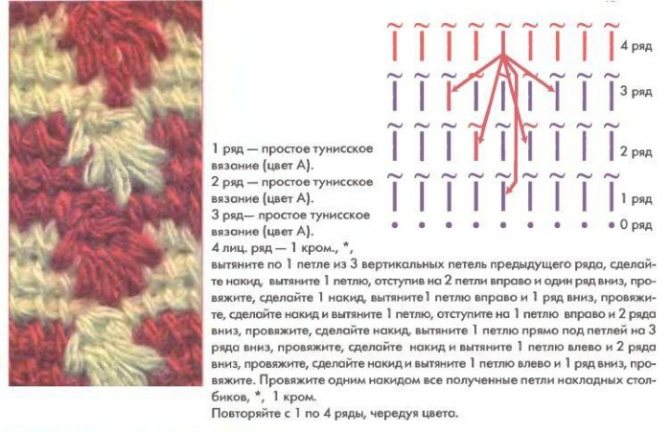 Техника тунисского вязания крючком и спицами — подробная пошаговая инструкция для начинающих
Техника тунисского вязания крючком и спицами — подробная пошаговая инструкция для начинающих
 Пожарный рисунок для детей карандашом, красками, раскраска: тушит пожар, дом, спасает ребенка
Пожарный рисунок для детей карандашом, красками, раскраска: тушит пожар, дом, спасает ребенка