Что необходимо для пайки
Чтобы спаять медные проводники, понадобятся следующие приспособления, материалы и инструменты:
- Электрический паяльник мощностью от 80 Ватт
- Припой
- Флюс
- Удалитель (нейтрализатор) флюса
- Пассатижи
- Кисточка для нанесения флюса
- ПВХ-изолента
- Термоусадочная трубка подходящего диаметра
- Фен
Паять медные провода можно не только электрическим паяльником, но и другим оборудованием: пропан-горелкой для пайки медных труб, газовой мини-горелкой или газовым паяльником с насадкой для горелки.
Горелка с небольшим факелом удобна тем, что она обеспечивает локальный нагрев скрутки, не повреждая изоляции проводника. Перед использованием электрического паяльника его жало необходимо очистить надфилем или наждачкой от окислов. В качестве припоя для меди рекомендуется использовать ПОС-60 или аналоги с температурой плавления 190°C.
Флюс убирает окислы металла, способствует лучшему сцеплению припоя и его равномерному растеканию по поверхности. Лучше использовать флюс на водной основе – он не содержит спирта или кислоты, поэтому не требует последующего удаления. Если использовать в этом качестве ортофосфорную кислоту, жидкую канифоль или ЛТИ-120, то средства необходимо удалять с поверхности после работы – иначе они со временем разрушат медные детали.
В каких случаях паять феном не получится
Паяльный фен как правило достигает мощности не боле 500 Вт. Чем меньше мощность, тем меньше можно прогреть площадь платы.
С помощью паяльного фена не получится адекватно выпаять массивные детали, компьютерные BGA микросхемы (мосты, CPU, GPU). Фен не сможет прогреть такие площади.
Для массивной платы необходим нижний подогрев. Чаще всего это плита, которая нагревается до 100 – 200 °C. Печатную плату получится равномерно прогреть. А с помощью фена довести до плавления припоя.
Так же можно использовать строительный фен. Он имеет большее сопло, и его мощность может быть до 3000 Вт. Однако, строительный фен тоже не выход. Из-за того, что греется только деталь и небольшое окружающее пространство вокруг, после пайки плата деформирмируется от высокой разницы нагрева, тем самым отрываются выводы от площадок (особенно это кается больших BGA деталей).
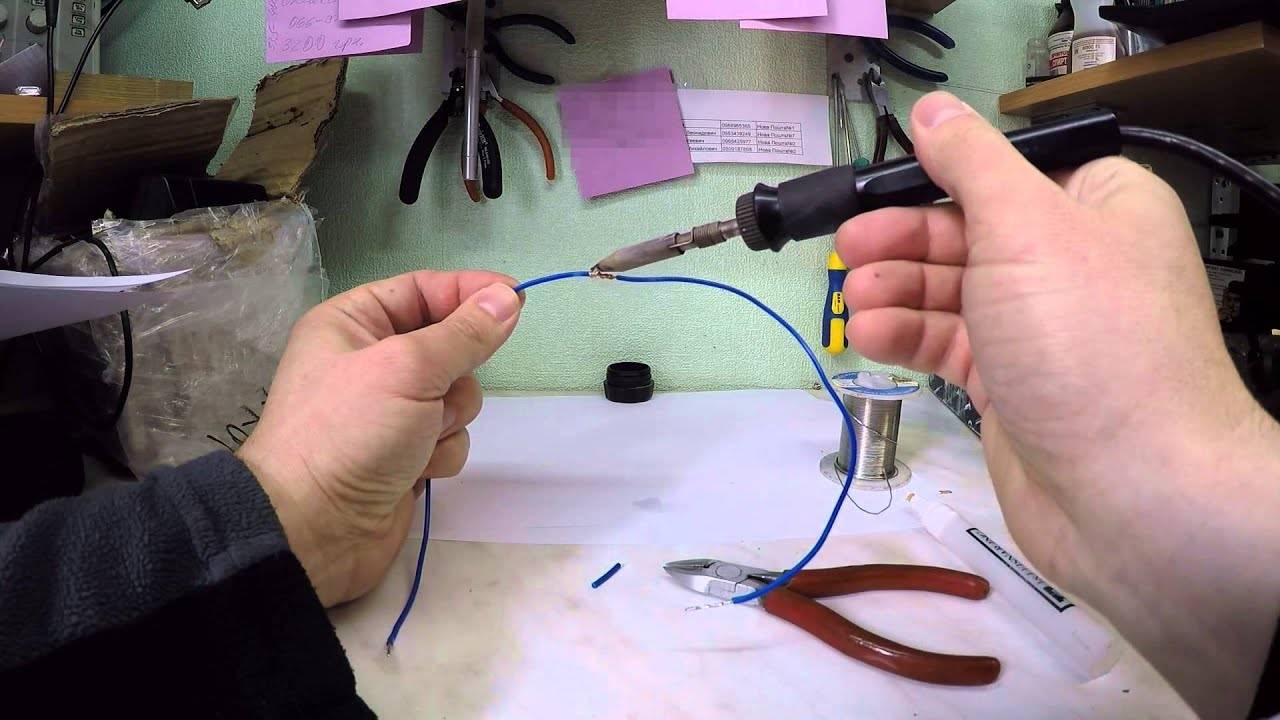
Пошаговая технология пайки проводов
Инструкция для начинающих включает несколько выполняемых последовательно этапов:
- Подготовку проводников. Элементы очищают от изоляции и оксидного налета. Наждачной бумагой металл обрабатывают до блеска.
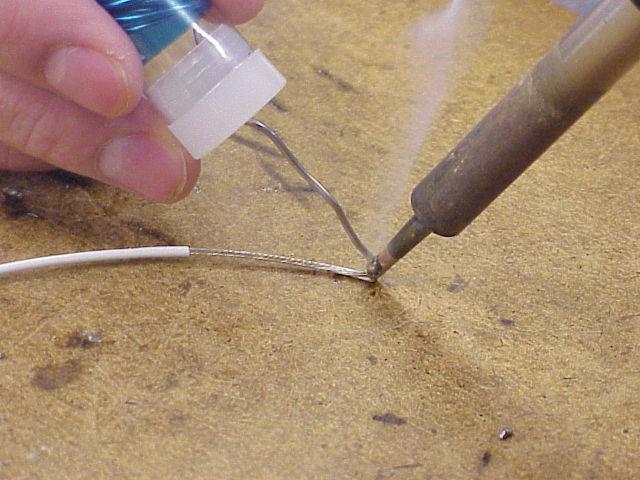
- Лужение. Паяльник нагревают до температуры плавления флюса. Жилу подносят к куску канифоли, продолжают нагрев. Очищенный конец провода должен полностью погрузиться в расплав. На обработанный проводник наносят припой. Состав равномерно растекается, покрывая поверхность тонким слоем. Таким способом обрабатывают все подлежащие пайке кабели.
- Складывают залуженные проводники, обеспечивая плотное прилегание. При пайке длинного участка делают скрутку. Жалом паяльника набирают припой, прижимают наконечник к обрабатываемому месту с небольшим усилием. Когда состав покроет всю область соединения, инструмент убирают. Провода удерживают в неподвижном состоянии до остывания.
Сварка. Соединение проводов сваркой.
Соединение проводников сваркой дает монолитный и надежный контакт, поэтому она широко применяется при электромонтажных работах.
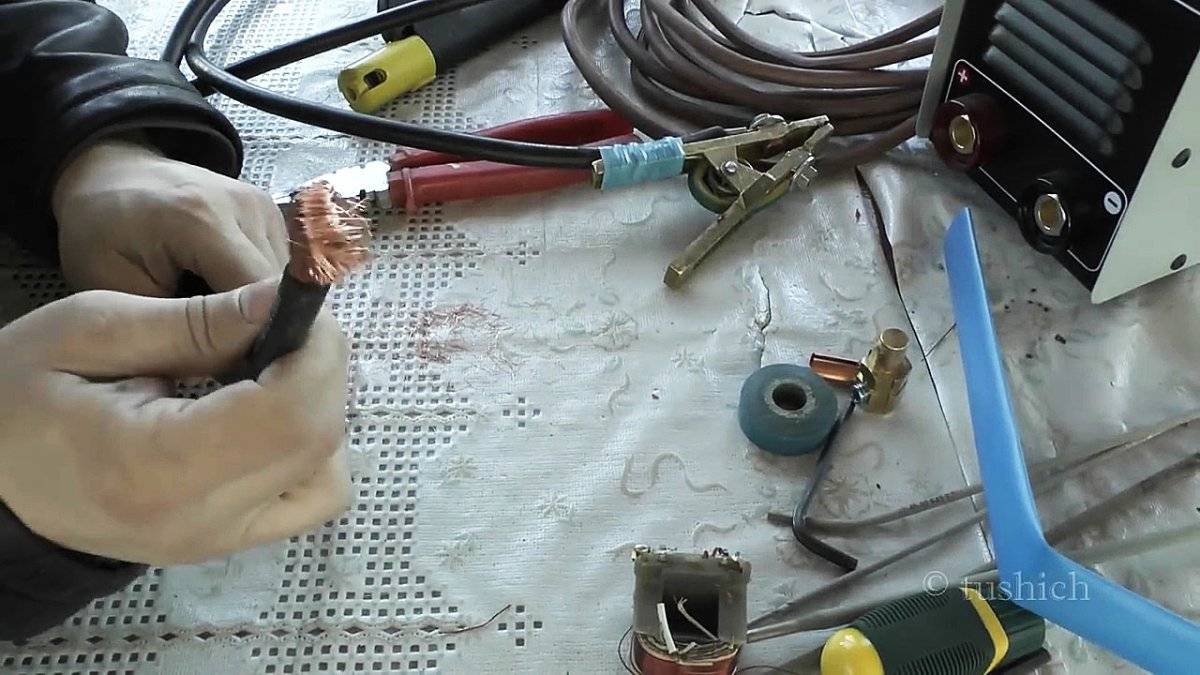
Сварку выполняют по торцам предварительно зачищенных и скрученных проводников угольным электродом при помощи сварочных аппаратов мощностью около 500 Вт (для сечения скруток до 25 мм2). Ток на сварочном аппарате выставляется от 60 до 120 А в зависимости от сечения и количества свариваемых проводов.
Из-за относительно малых токов и низкой (по сравнению со сталью) температуры плавления процесс происходит без большой ослепительной дуги, без глубинного прогрева и разбрызгивания металла, что позволяет использовать вместо маски защитные очки. При этом могут быть упрощены и другие меры безопасности. По окончании сварки и остывании провода оголенный конец изолируется с помощью изоленты или термоусадочной трубки. После небольшой тренировки с помощью сварки можно довольно быстро и качественно выполнить соединения электрических проводов и кабелей в системе электроснабжения.
При сварке электрод подносится к свариваемому проводу до касания, потом отводится на небольшое расстояние (ОД—1 мм). Полученная при этом сварочная дуга оплавляет скрутку проводов до образования характерного шарика. Касание электрода должно быть кратковременным для создания нужной зоны оплавления без повреждения изоляции провода. Большую длину дуги делать нельзя, так как место сварки получается пористым из-за окисления в воздушной среде.
В настоящее время сварочные работы по соединению электрических проводов удобно выполнять инверторным сварочным аппаратом, так как он имеет небольшие объем и вес, что позволяет электромонтажнику работать на стремянке, например под потолком, повесив сварочный инверторный аппарат себе на плечо. Для сварки электрических проводов используют графитовый электрод, покрытый медью.
В соединении, полученном методом сварки, электрический ток течет по монолитному однотипному металлу. Разумеется, и сопротивление подобных соединений оказывается рекордно низким. Кроме того, такое соединение обладает прекрасной механической прочностью.
Из всех известных способов соединения проводов ни один из них по долговечности и проводимости контакта не сравнится со сваркой. Даже пайка разрушается со временем, так как в соединении присутствует третий, более легкоплавкий и рыхлый металл (припой), а на границе разных материалов всегда существует дополнительное переходное сопротивление и возможны разрушающие химические реакции.
Использование самодельного жала
Для экономии средств многие мастера решают создать самодельное жало. Принцип работы паяльника достаточно прост:
- Есть нагревательный элемент, который получает питание от сети энергоснабжения.
- Тепло передается жалу, которое имеет заостренную форму.
- При контакте наконечника с обрабатываемым материалом он разогревается и становится пластичным.
Изготовить самодельную конструкцию можно следующим образом:
- Требуется кусок медного провода, который имеет диаметр около 0,5 см. В качестве жала может применяться проводник, один конец которого затачивается под углом 45 градусов. Требуется и небольшой кусок ткани, устойчивый к воздействию температуры.
- Один из концов кабеля изолируется. Он будет использоваться в качестве рукоятки. Часто в качестве изоляционного материала применяется стеклоткань. Фиксация проводится при помощи термостойкого клея.
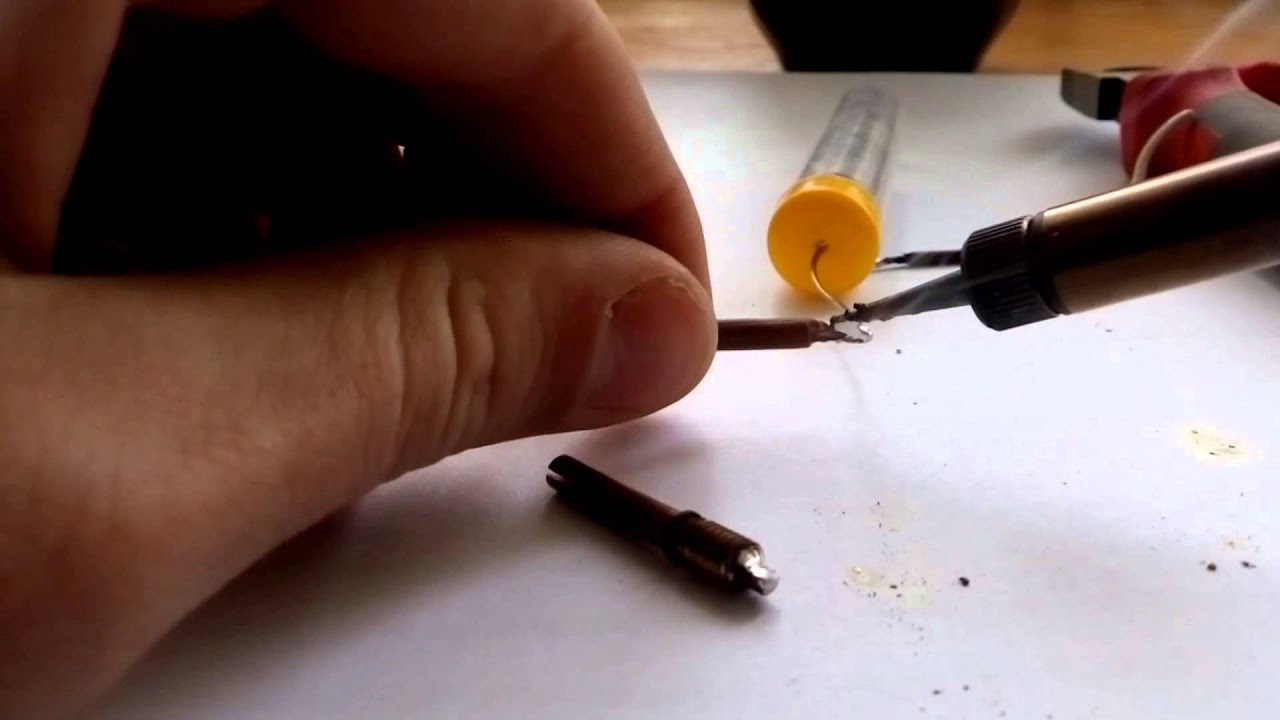
Самодельное жало
Пайка без паяльника может проводится при применении источника огня, к примеру, газовая плита. При помощи огня наконечник разогревается, после чего нужно коснуться припоя или канифоля. За счет применения специального материала наконечник залудится и жало можно будет использовать в качестве паяльника.
Подготовка проводов к спаиванию
Спаиваемые провода требуют подготовки. Для ее выполнения необходимо соблюдать следующие правила:
- Запрещена пайка проводов, находящихся под напряжением. Возникает риск короткого замыкания на корпус паяльника.
- С токоведущих жил снимается изоляция. Здесь пригодятся кусачки или нож. Все зависит от сечения и типа проводки.
- Если необходимо припаять тонкие слаботочные жилы, достаточно снять 15-20 мм изоляции. В компактных электронных устройствах хватит 1-2 мм.
- При пайке в распределительной коробке провод зачищается не менее чем на 50 мм. Затем выполняется скрутка, далее сама пайка.
- Если соединяемые проводники слишком грязные и окисленные, то флюс не поможет. Придется снять загрязнение при помощи ножа или надфиля.
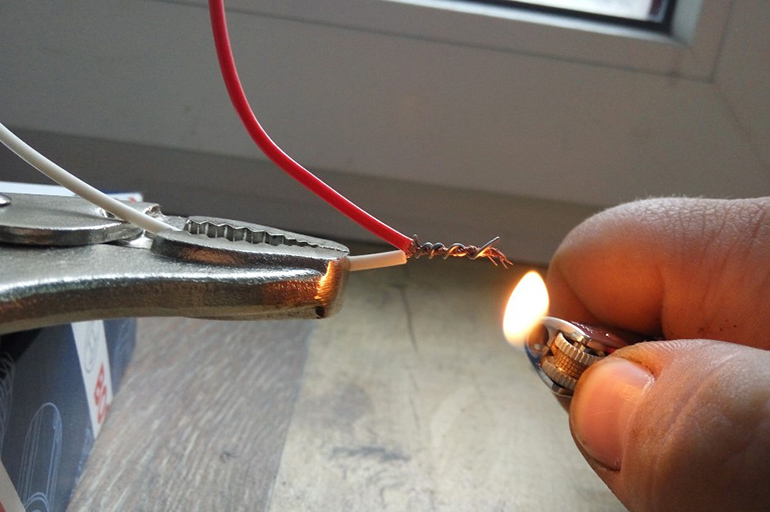
- Для пайки эмалированных проводов с них следует снять изоляцию. Она легко удаляется с помощью ножа, надфиля или пламени зажигалки.
Оборудование для пайки
С точки зрения техники, спайка проводов — это не самый простой способ подключения токоведущих жил. Для создания контакта необходимы инструменты и расходные материалы. Минимальный комплект для пайки включает:
- паяльник и подставка;
- припой;
- флюс.
Однако для более продвинутого и качественного соединения также могут пригодиться:
- паяльная паста;
- оплетка для удаления припоя.
Инструменты и расходные материалы для пайки
Паяльник электрический
Классический паяльник состоит из 4 конструктивных элементов:
- кабель питания;
- рукоять;
- нагревательный элемент;
- жало.
Питающий кабель предназначен для передачи электроэнергии от розетки к нагревательному элементу. На его конце имеется стандартная штепсельная вилка. Нагревательный элемент выполнен из нихромовой проволоки. Он крепится в рукояти из дерева или пластика обычно при помощи винта. Тепло от нагревателя передается на медное жало паяльника. Выбран именно этот металл, так как он хорошо передает тепло к месту пайки. Медное жало периодически необходимо подтачивать напильником. Это придает ему требуемую форму. В современные паяльники часто устанавливают необгораемые жала. Они не меняют формы от длительной работы и не нуждаются в обработке напильником.
Припой оловянно-свинцовый
Припой представляет собой мягкую проволоку матового серебристого цвета диаметром 0,1-6 мм. Она выполнена из сплава олова и свинца. С советских времен популярностью пользуется припой марки ПОС-60. Он оптимально подходит для пайки медных проводов. В состав ПОС-60 входит 60% олова и 40% свинца.
Существуют и другие марки припоев (ПОС-10, ПОСК, ОЦ). Они отличаются химическим составом и физическими свойствами. Например, припой ПОС-60 плавится при температуре 183°C. Для работы с ним жало паяльника необходимо разогреть до температуры 200-240°C. Припой ПОС-15 плавится при 280°C. Паяльник придется разогреть до более высоких температур.







Флюс для медных проводов
Без флюса не получится выполнить качественное соединение. Он предназначен для подготовки спаиваемых поверхностей к лужению припоем. Флюс растворяет жиры и оксидную пленку, которые всегда присутствуют на медных жилах.
Флюсы бывают 3 видов:
- твердые;
- жидкие;
- пастообразные.
Жидкие флюсы выпускаются в виде баночек с кисточкой. Формат такой же, как у женского лака для ногтей. С помощью кисточки удобно наносить жидкий флюс на электропроводку или иное место пайки.
Пастообразные флюсы представляют смесь жидких и твердых. Нередко в состав входит вазелин и различные жиры. Такой флюс удобно наносить на место пайки при помощи зубочистки или спички. Также практикуется простое окунание зачищенного провода в смесь.
Паяльные пасты
Под паяльными пастами принято называть или пастообразные флюсы или готовый состав для пайки, в котором уже содержится припой. Использование данной смеси упрощает процесс пайки. В составе паяльных паст присутствует флюс и мелкодисперсный припой. Их соотношение подобрано оптимальным образом. Поэтому нет необходимости самостоятельно брать на жало нужное количество припоя и канифоли.
Паяльная паста Mechanic XGSP-50
Паяльные пасты используются преимущественно для работы с smd радиодеталями. Обычно с их помощью не паяют проводку, но в теории это вполне возможно.
Подставка для горячего паяльника
Во время работы паяльник не всегда находится в руках. Он может быть отложен в сторону, например, для скручивания проводов в распредкоробке. Паяльник горячий, его нельзя класть на горючие или плавящиеся материалы. Поэтому для безопасной работы необходима жаростойкая подставка.
Иногда она идет в комплекте с паяльником. Хотя ее отсутствие в коробке не критично. Большинство радиолюбителей и электриков изготавливают подставку своими руками. В самодельном варианте можно удобно и под свою руку расположить баночку с канифолью, припоем и некоторыми мелкими инструментами для пайки.
Оплетка для удаления лишнего припоя
Оплетка не является обязательным атрибутом для успешной пайки. Она используется для быстрого и удобного удаления лишнего припоя.
Оплетка выполнена в виде ленты, сплетенной из тонких проволок меди. Ее ширина лежит в пределах от 2 до 10 мм. Оплетка прикладывается к месту, где набежал лишний припой. Затем она прижимается горячим жалом паяльника. Лишний припой начинает плавиться и под действием капиллярного эффекта всасываться в волокна оплетки. Принцип такой же, как если положить губку для мытья посуды в тарелку с водой. Она втянет лишнюю влагу.
Тип припоя
Существует большое разнообразие припоев, основные из них перечислены в таблице.
| Марка припоя | Состав (%) | Прочность при растяжении (кг/мм) | Температура плавления | Применение |
| ПОС-30 | Свинец – 70
Олово – 30 |
3,2 | 266 | Для пайки и лужения деталей, изготовленных из стали, меди и их сплавов |
| ПОС-40 | Свинец — 60
Олово – 40 |
3,8 | 238 | Для пайки и лужения контактов и деталей в радиоаппаратуре, изготовленных из оцинкованной стали |
| ПОС-90 | Свинец – 10
Олово – 90 |
4,9 | 220 | Для пайки и лужения медицинских инструментов и металлической посуды |
| ПОС-61М | Медь – 2
Свинец – 37 Олово – 61 |
4,5 | 192 | Для пайки и лужения печатных проводников и медных проводов |
| ПОС-61 (третник) | Свинец – 39
Олово – 61 |
4,3 | 190 | Для лужения и пайки токоведущих частей, изготовленных из бронзы, латуни и меди с герметичными швами |
| ПОСВ-33 | Висмут – 33,3
Свинец – 33,3 Олово – 33,3 |
— | 130 | Для пайки деталей, изготовленных из константана, латуни и меди с герметичным швом |
| ПОСВ-50 (Сплав Розе) | Висмут – 50
Свинец – 25 Олово – 50 |
— | 94 | Для обработки деталей, которые восприимчивы к перегреву |
| Сплав д Арсе | Висмут – 45,3
Свинец – 45,1 Олово – 6,9 |
— | 79 | Для производства предохранителей, лужений и пайки деталей восприимчивых к перегреву |
| Сплав Вуда | Кадмий – 12,5
Висмут – 50 Свинец – 25 Олово – 12,5 |
— | 68,5 | Важная особенность – токсичен. Предназначен для изготовления предохранителей, лужения и пайки деталей, восприимчивых к термическому воздействию |
Конструкция паяльника
Прежде чем разбираться, как правильно паять паяльником с кислотой, изучите конструкцию инструмента. В зависимости от конкретного устройства, ее содержание варьируется, однако выделяют общие основы, на которых строятся практически все модели. К конструктивным частям относятся:
- жало;
- стержень;
- нагревательный элемент;
- держатель;
- электрический провод с вилкой для подключения к сети.
Стержень делается из меди. Нагревательный элемент – из нихромовой спирали, которая позволяет выдержать много циклов нагрева до высокой температуры, достаточной для плавления припоя. Это помогает эффективно передавать тепло к жалу, которое быстро нагревается.
Рабочей частью является жало, которое может иметь различную форму, в зависимости от специализации инструмента. Стержень закрепляется в металлической трубке. Ее следует заизолировать, что делается с помощью слюды или стеклоткани. Материал ручки и длина провода являются второстепенными факторам, которые больше влияют на удобство работы, чем на безопасность.
Подготовка инструмента и рабочего пространства
Подготовительный процесс важен как для работы, так и для безопасности при работе с паяльником. Чтобы не возникло пожара, нужно убрать все легковоспламеняющиеся предметы и жидкости с рабочего места. Для самого инструмента следует предусмотреть подставку, которая не будет загораться при контакте с горячим жалом.
Далее нужно провести дополнительную очистку жала паяльника, которую желательно осуществлять перед каждой новой пайкой, особенно если инструмент долго лежал на открытом воздухе. Дело в том, что на поверхности начинает появляться слой оксидов, затрудняющий контакт с припоем и прочими деталями, с которыми ведется работа. Это можно сделать механическим путем, используя наждачную бумагу или мелкозернистый напильник, или же химическим с помощью специальных растворителей.







После очистки паяльник нужно включить в сеть и подождать, пока он начнет прогреваться. Когда температура жала достигнет 70 градусов Цельсия, его требуется залудить. Для этого рабочую часть нужно погрузить во флюс. Чаще всего берется канифоль, но могут быть и другие варианты. Флюс должен растечься по жалу паяльника, полностью охватывая его рабочую поверхность. Благодаря этому создается защитный слой, который не позволяет образовываться оксидам и прочим пленкам.
Лужение может оказаться неудачным, если на поверхности жала образовался синий налет. Его нужно убрать и повторить всю процедуру заново. Причиной плохого лужения является перегретое жало.
Соединение проводов опрессовкой
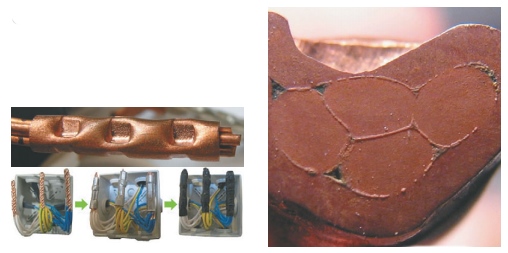
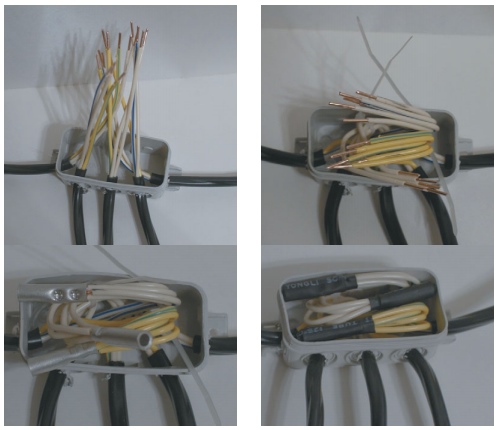
Способ опрессовки широко используется для выполнения надежных соединений в распределительных коробках. При этом концы проводов зачищаются, объединяются в соответствующие пучки и впрессовываются. Соединение после опрессовки защищается изолентой или термоусадочной трубкой. Оно является неразъемным и в обслуживании не нуждается.
Опрессовка считается одним из самых надежных способов соединений проводов. Такие соединения выполняют с помощью гильз путем сплошного обжатия или местного вдавливания специальными инструментами (пресс-клещами), в которые вставляются сменные матрицы и пуансоны. При этом происходит вдавливание (или обжатие) стенки гильзы в жилы кабеля с образованием надежного электрического контакта. Опрессовка может производиться местным вдавливанием или сплошным обжатием. Сплошное обжатие обычно выполняется в форме шестигранника.
Медные провода перед опрессовкой рекомендуется обрабатывать густой смазкой, содержащей технический вазелин. Такая смазка снижает трение и уменьшает риск повреждения жилы. Непроводящая ток смазка не увеличивает переходное сопротивление соединения, так как при соблюдении технологии смазка полностью вытесняется из места контакта, оставаясь лишь в пустотах.
Для опрессовки чаще всего применяются ручные пресс-клещи. В наиболее распространенном случае рабочими органами этих инструментов являются матрицы и пуансоны. В общем случае пуансон — это подвижный элемент, производящий местное вдавливание на гильзе, а матрица — фигурная неподвижная скоба, воспринимающая давление гильзы. Матрицы и пуансоны могут быть сменными или регулируемыми (рассчитанными на разное сечение).
При монтаже обычной домашней проводки используются, как правило, небольшие опрессовочные клещи с фигурными губками.

В качестве гильзы для опрессовки можно, конечно, использовать любую медную трубку, но лучше применять специальные гильзы из электротехнической меди, длина которых соответствует условиям надежности соединения.
При опрессовке провода могут заводиться в гильзу как с противоположных сторон до взаимного соприкосновения строго посередине, так и с одной стороны. Но в любом случае суммарное сечение проводов должно соответствовать внутреннему диаметру гильзы.
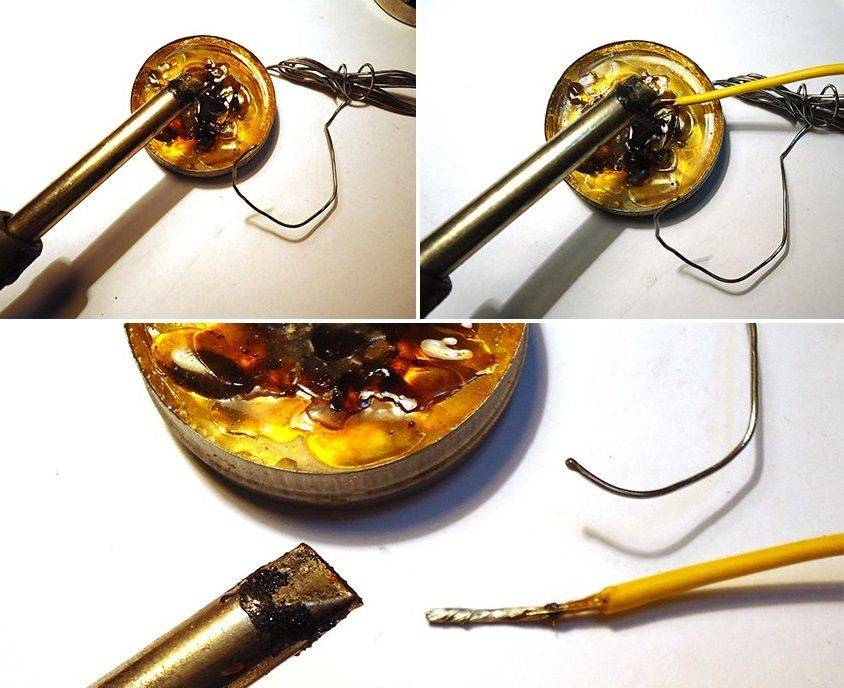
Зачем лудить провода
Многие люди не совсем понимают, зачем все это вообще нужно делать. А дело в том, что на воздухе медь начинает процесс окисления, соответственно это приводит к ухудшению контакта между проводами. Если этот контакт оказывается слишком слабым, то он начинает перегреваться, поэтому может произойти возгорание проводки. Чтобы этого избежать, необходимо лудить все зачищенные жилы, тем более что сделать все это совсем не сложно.
Также лужение вы сможете использовать во время соединения светодиодной ленты пайкой. В этой случае она станет более надежной, со временем контакты не отпадут и будут долгое время радовать вас красивым светом в комнате.
Пайка меди в домашних условиях
Мягкие металлы довольно сложно поддаются термической обработке. Пайка меди, латуни и бронзы в домашних условиях чаще всего выполняется твердым припоем, хотя иногда используются специальные пасты.
Медь – один из древнейших металлов, который используется людьми для создания различных украшения, приспособлений и коммуникаций. Характеризуется высокой пластичностью и розовато-красным цветом, иногда с золотистым оттенком. В домашнем хозяйстве медь наиболее часто применяется в водопроводных трубах, в отоплении, т. к. она не поддается коррозии и устойчива к перепадам температур.
Фото — медные соединения
Существует множество видов пайки, для меди применяется капиллярная. Она позволяет максимально аккуратно и прочно соединить две части трубопровода или радиодеталей. Также это термическое воздействие делится на:
Высокотемпературная пайка характеризуется более высокой прочностью шва
Помимо этого она позволяет обеспечить соединению термоустойчивость, что очень важно для различных коммуникаций. Но при этом, этот вид работ не используется на резьбовых соединениях
Для проведения такой пайки требуется специальное оборудование – горелка с пьезоподжигом и ацетилом, пропаном.
Фото — медные элементы
Низкотемпературная используется при работе с мягкими припоями (пастями, гелями). Главное достоинство этой методики – простота и легкость проведения работ. Проводится при температуре ниже, чем 425 градусов, поэтому спайка может производиться даже паяльником. Он заключается в том, что под воздействием определенной температуре припой, нанесенный на зазор между деталью и соединяемым участком, расширяется, закрывая собой зазор.
Фото — процесс пайки
Также есть одно важное правило, которое нельзя нарушать ни в коем случае. Пайка меди и алюминия, или алюминия с латунью строго запрещена
Она выполняется для электрических проводов, например, если нужно разветвить проводку в старых домах. Это запрещено из-за разности линейного теплового расширения металлов и вероятности короткого замыкания в месте стыка.
Соединение проводов винтовыми клеммниками
Одним из распространенных способов создания контакта является использование винтовых клеммников. В них надежный контакт обеспечивается за счет затяжки винта или болта. При этом к каждому винту или болту рекомендуется присоединять не более двух проводников. При использовании в таких соединениях многопроволочных жил концы проводов требуют предварительного облужения или применения специальных наконечников. Преимуществом таких соединений являются их надежность и разборность.
По назначению клеммники могут быть проходными и соединительными.
Соединительные винтовые клеммники предназначены для соединения проводов между собой. Они обычно применяются для коммутации проводов в распределительных коробках и распределительных щитах.
Проходные клеммники используются, как правило, для подключения к сети различных приборов (люстр, светильников и т. д.), а также при сращивании проводов.
При соединении при помощи винтовых клеммников проводов с многопроволочными жилами их концы нуждаются в предварительной пропайке или опрессовке специальными наконечниками.
При работе с проводами из алюминия использование винтовых клеммников не рекомендуется, так как алюминиевые жилы при их затяжке винтами склонны к пластической деформации, что приводит к снижению надежности соединения.
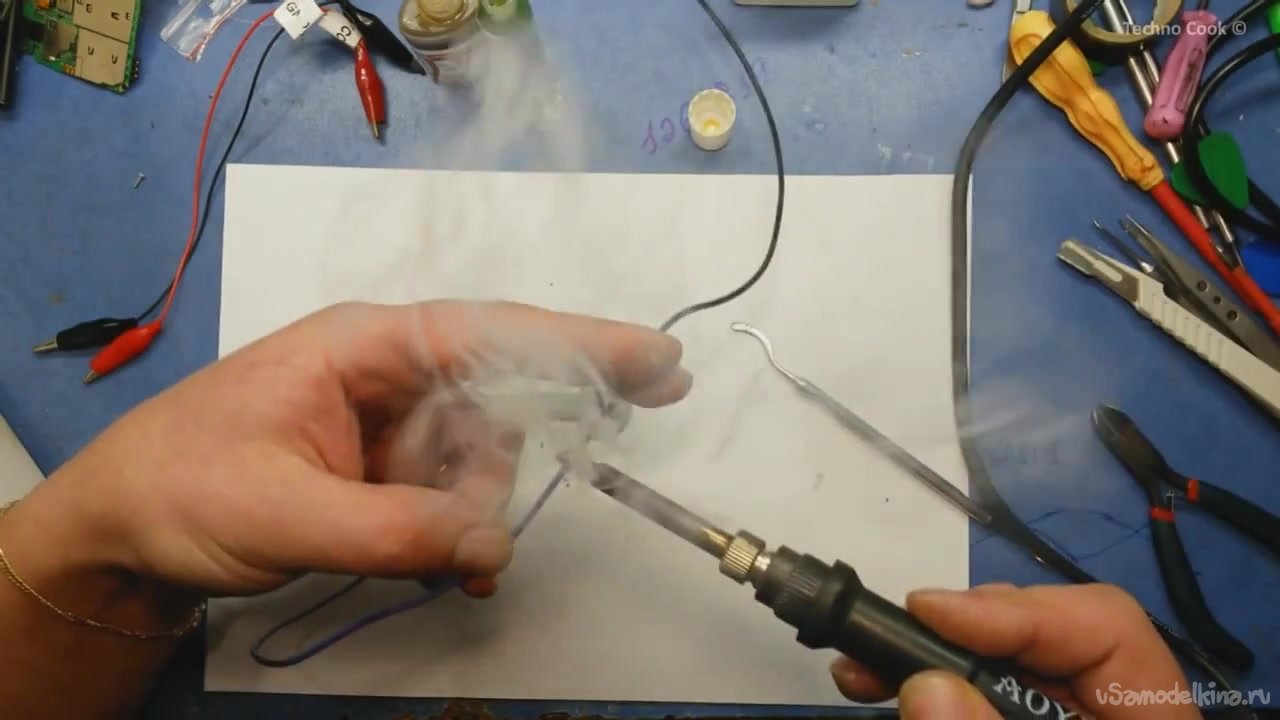
Варианты обработки проводов

Некоторым мастерам нравится метод лужения, при котором провода прижимаются паяльником к деревянной дощечке. Это вполне приемлемая технология. Выделяющиеся при нагревании деревянной подложки газы в некоторой степени работают как флюс, способствуя удалению оксидов на металле.






Еще лучше удаляет продукты окисления расплав аспирина. Таблетку можно подкладывать под провода при лужении. Выделяющиеся из нагретой ацетилсалициловой кислоты газы хорошо обволакивают место соединения, удаляя с них все примеси. В результате провода будут успешно лудиться.
Существует своеобразный метод подготовки многожильных проводков, в которых тонкая медная основа покрыта эмалью. В этом случае как подложку мастера рекомендуют использовать кусочек ПВХ материала.
При повышении температуры поливинилхлорид начинает выделять пары хлороводорода, которые так же, как соляная кислота, быстро разрушают оксидный слой. Как показывают многие видео уроки, ПВХ подложка может быть не очень большой, соответствующей размерам рабочей зоны лужения.
Необходимые инструменты и материалы
Перед тем, как спаять два провода, надо для начала приобрести все необходимые материалы, а также запастись самым главным приспособлением – паяльником.
Паяльник
Устройство это представляет собою нагревательный прибор, с его помощью разогревают припойный сплав и поверхности деталей, которые необходимо припаивать. Он имеет три основные части:
- ручка (её делают деревянной либо пластмассовой, она не греется в процессе работы);
- нагревательный элемент;
- рабочий элемент.
Паяльники бывают разных типов:
- Электронагревательный. Рабочей частью такого инструмента является кончик медного жала, которое разогревается с помощью нагревательного элемента. Температура жала достигает 300 градусов, при этом он не сильно мощный (от 60 до 100 Вт).
- Газовый. По принципу действия этот паяльник похож на обыкновенную газовую горелку, место, где должна производиться спайка, нагревается при помощи открытого пламени.
- Термовоздушный. Место пайки разогревают потомком горячего воздуха.
- Молотковый. У этого паяльника рабочей частью также является жало из меди, но по форме оно напоминает массивный молоток. Разогрев происходит при помощи открытого пламени либо за счёт встроенного электронагревательного элемента.
Наибольшее распространение получил электронагревательный паяльник для пайки радиодеталей и проводов.
Припой
Главным материалом в процессе пайки является припой. Он представляет собою сплав нескольких металлов, который имеет более низкую температуру плавления, чем у металла соединяемых элементов. Такие сплавы делают из олова, кадмия, серебра, меди, свинца, никеля.
Паять медные провода желательно сплавом марки ПОС-60. Буквы ПОС обозначают, что данный припой из олова и свинца. Цифры показывают, сколько процентов олова содержится в припое. Конечно, лучшим припойным материалом считается чистое олово, но это дорого, его применяют в исключительных случаях.
Форма выпуска припоя бывает разная – в гранулах, пастах, слитках, порошке, фольге или проволоке.
Как пользоваться припойным сплавом? Его греют выше температуры плавления и, когда он достигнет расплавленного состояния, прикасаются к твёрдым поверхностям соединяемых элементов. В этот момент начинаются химические и физические процессы. Припойный сплав растекается по металлическим поверхностям, проникая между ними во все зазоры.
Имейте в виду! Перед тем, как припаять алюминиевые провода, вам потребуется найти специальный припой. Для этого металла больше подойдут сплавы на основе цинка ЦО-12 (цинк с оловом) или ЦА-15 (цинк с алюминием).
Флюс
Чаще всего в качестве флюса используют смесь органических и неорганических веществ, с помощью которой подготавливают поверхности для пайки. Это может быть канифоль, ацетилсалициловая или ортофосфорная кислота, нашатырь или соль бура.
Самым распространённым флюсом считается канифоль. Некоторые используют кислоту для паяния, но она уступает канифоли по своим качествам. Хотя применять кислоту гораздо проще, намочили в ней кисть и нанесли вещество на соединяемые поверхности. С канифолью немного сложнее, нужно уложить в неё жилу, паяльником нагреть, тогда смола начнёт плавиться и обволакивать проводок.
Иногда используют припой, который представляет собою тонкую проволоку, заполненную внутри канифолью. Конечно же, это делает процесс более быстрым и удобным, достаточно будет только брать нагретым паяльником припой и наносить на соединяемые поверхности, отпадает необходимость в обработке каждого провода канифолью отдельно.
Другие инструменты
Также для того, чтобы сделать спайку проводников, потребуются:
- Место для работы, его надо покрыть материалом, которому не страшны будут капли расплавленного припоя. Подойдёт металлический стол либо какая-то подставка из металла или дерева, когда работы необходимо выполнять, например, в распределительной коробке.
- Подставка для паяльника (она должна быть надёжной и удобной).
- Кусочек влажной ткани или губка для протирки жала паяльника.
- Напильник. Перед применением паяльника, нужно будет сначала зачистить его жало, на нём не должно оставаться следов нагара, тогда пайка пойдёт легко.
- Нож либо специальное приспособление для снятия с проводов изоляционного слоя.
- Пассатижи.
- Наждачная бумага.
- Спирт.
- Изоляционная лента (или термоусаживаемая трубка).

Рекомендуем:
 Чайный домик в стиле «Primitive»
Чайный домик в стиле «Primitive»
 Словесные часы на голландском языке
Словесные часы на голландском языке
 Огненный мачете постапокалипсиса
Огненный мачете постапокалипсиса
 20 крутых открыток на день рождения своими руками
20 крутых открыток на день рождения своими руками
 Как сделать собачью шлейку своими руками
Как сделать собачью шлейку своими руками
 Самодельный стул для бара из старой винной дубовой бочки
Самодельный стул для бара из старой винной дубовой бочки
 Насадка, превращающая дрель в мини токарный станок
Насадка, превращающая дрель в мини токарный станок
 Как горячей трубой изогнуть деревянные заготовки
Как горячей трубой изогнуть деревянные заготовки
 Творожный сыр в домашних условиях
Творожный сыр в домашних условиях
 Q-Snap своими руками
Q-Snap своими руками